Archive
It’s Getting Hot In Here…
Things have really gone up a gear in the last month and as the Minox B Blower installation date draws closer I feel more and more like the BP SPA and less like the Royal Engineer on Secondment. This can only be a good thing given the circumstances.
Minox B Blower
The Minox materials left the beach on Monday, over a week after the planned departure date due to this wonderful weather restricting shipping in the North Sea. The materials were due to arrive on the Clair today, however the weather again has me at its mercy. I have high hopes that the material will be unloaded on Friday, but it really is in the lap on the gods on that front. My first vendor mobilises early next week and while they don’t require any of the materials, 6 Feb is my redline after which things are going to start to get interesting.
The project has skirted closely around failure over the last 2 months, with the closest being the HVAC vendor feeding back on their own (2 year old) designs, 6 weeks before offshore execute, that they were not fit for purpose. The crux of the matter was that in a previous incarnation of this project, the vendor had planned to upgrade the condenser, evaporator and compressor on an HVAC system (6kW to 12kW), without upgrading the coolant lines. A suitably chastised vendor went away over Christmas and came back with an up-reved workpack for the 4th of January concluding that a two day extension to their mobilization would allow them to upgrade all of the existing lines (about 50 m worth). It doesn’t sound much here, but it was a minefield of stakeholder management at the time. In the end, the asset had no issue with swallowing the extra days and the requirement for hotworks to braze the lines. The original plan to use a weldless connection technique was deemed not ideal given the number of connections that would have to be made with the new scope.
Following that was the news that one of the nitrogen lines on the current blower had sprung a leak leaving the area out of bounds to all personnel. Again, I spent time understanding the scope of the issue and discussing it with the appropriate stakeholders and due to the leak being more of a seep, the restrictions within the area have been lifted from my team. Part of this is due to the fact that the installation of the Minox B Blower addresses one of the platforms key vulnerabilities. At present the A blower is on 100% duty with no standby to deoxygenate seawater for injection into the reservoir. Without it production falls off a cliff. With this in mind, the asset is willing to take a little risk on getting the B Blower installed, and anyway, whats a little nitrogen going to do…
So thats Minox in a nutshell.
HP Cooler
Following on from the fun and games I had last year with the Clair Coolers replacement, I am the SPA for replacing the HP cooler. This scope is in Define and I have been responsible for putting together the £1.5m of funding to get it installed. One of the key issues that I have been driving is that of defining the project drivers. The original coolers were replaced due to a vulnerability in the process used to weld the tubes into the tubesheets, essentially the fabricator had skipped a step and failed to add galvanic protection to the shell side of the tube sheet.
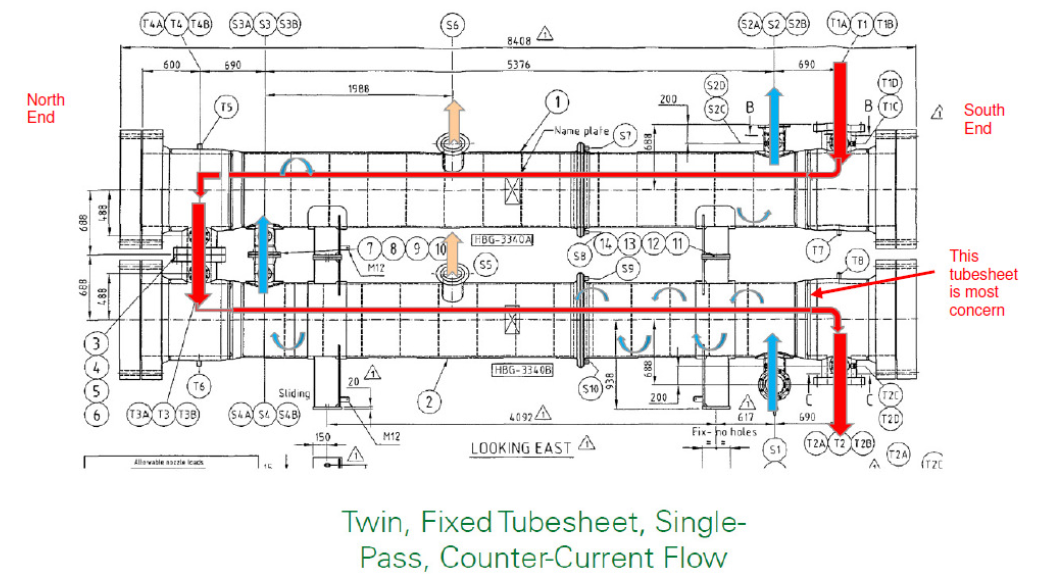
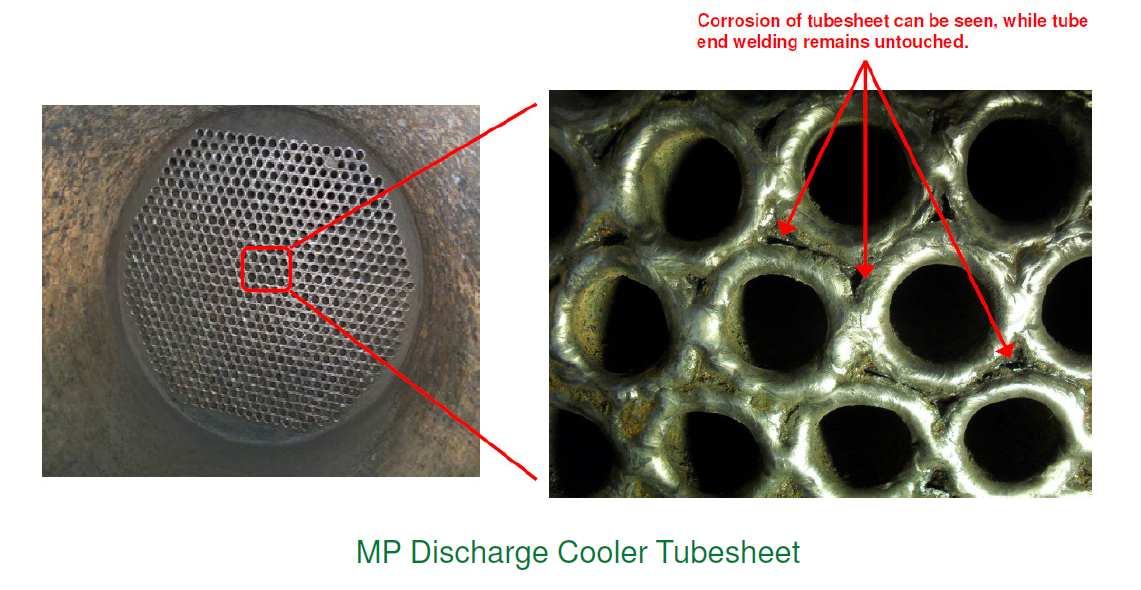
Given that the shell sees thousands of litres of hot sea water a day, and the designs allowed for an area of relatively undisturbed flow around the junction between some of the tubes and the tubesheet allowing carbonic acid to form, it was only ever a matter of time before corrosion ate through the HP/LP interface. This issue is a key driver for the installation of the HP cooler as the same fabricator and QA procedures were responsible for its commissioning. However the situation at the HP cooler is subtly different with the shell geometry being different, with far less undisturbed coolant flow and the tube side flow being effectively dry, so little or no risk of H2S drop out and corrosion on the tube side. While the failure of the HP cooler is fairly certain, the difficult question is what the time frame is. If it is less than 5 years, then there is a huge driver for this project to be complete in time for the 2015 Turn Around, a planned shut down of the asset. I am keeping a close handle on this issue, but there are a couple of other stakeholders who I am working closely with to ensure that this issue is brought home sooner rather than later.
The other issue that I am dealing with on this scope is the question of tube rupture. There exists a deficiency in the design of relief systems for HP/LP interfaces across the North Sea, mainly due to the lack of understanding of this issue when most of these systems were designed. I am quite lucky to be right at the forefront of this research with this project, playing a direct part in how the issue gets resolved for the HP cooler scope. A shell and tube heat exchanger typically has a hot medium under high pressure running tube side and colder lower pressure medium running shell side. Should catastrophic failure of a tube occur, computer modelling shows a transient pressure spike based on the interaction between the high and low pressure mediums that reverberates around the shell effectively magnifying the initial effect. This pressure wave then propogates away through whatever route it can find. Because this near instantaneous interaction between the two medium has never been fully understood until now, the relief mechanisms built into these systems are underspecce’d. In the case of the HP cooler, the BP discipline engineer I have been working with has had to take his analysis right to the limit of the ASME codes and the relief line still falls below unity at the elbows.
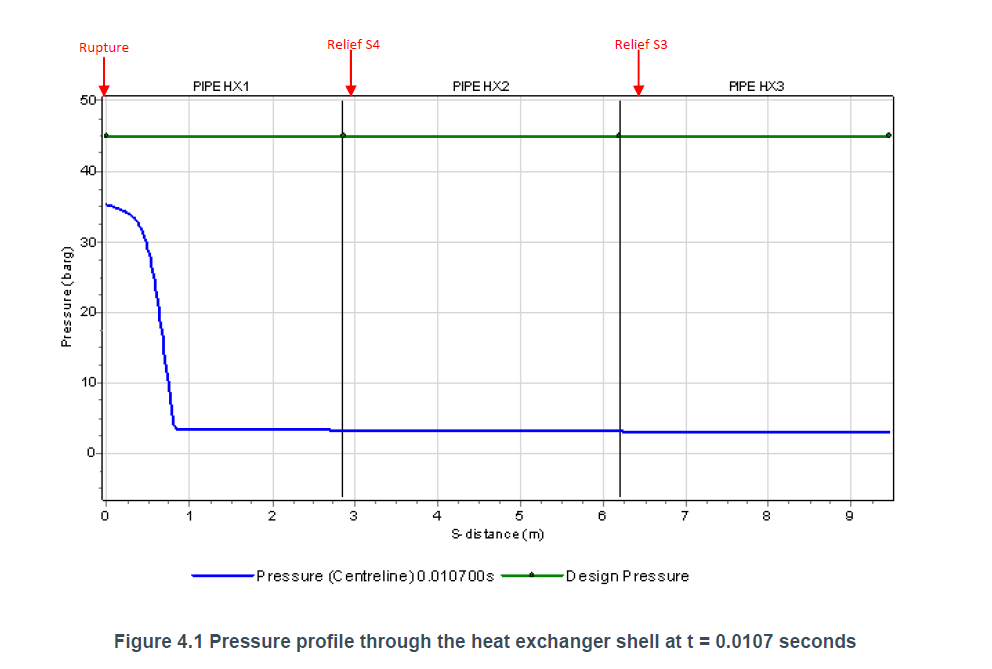
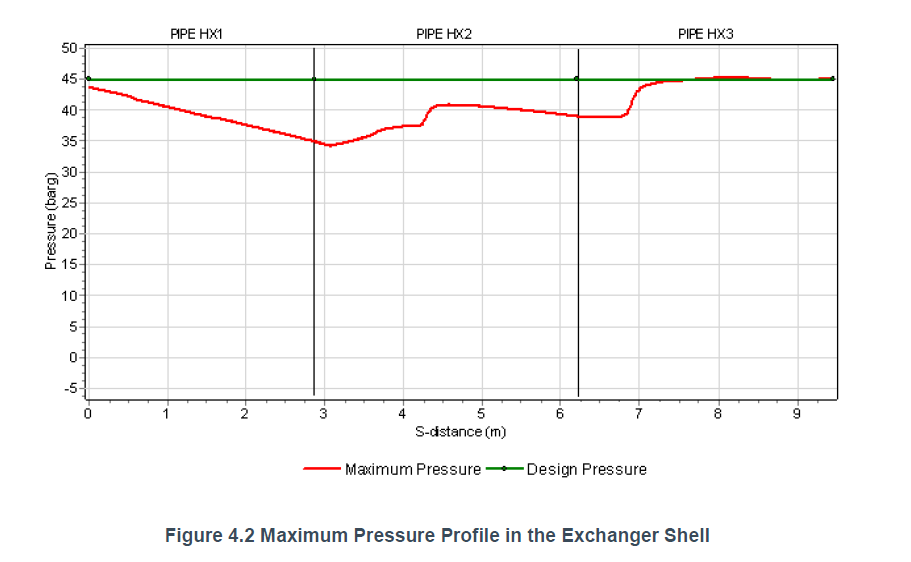
Effectively, if one of these events occurs, the pressure wave would take pretty much every part of the system, for a radius of several meters, up to the limit of its test pressure, with the exception of the relief elbows which would be taken just beyond. This potentially gives me a specification for the redesign of these elbows within the HP cooler scope, but it is a huge judgement call on the part of BP with the only real mitigation being that the chances of it happening are very remote. Sadly most of this information has come to a head in the last week or so, a missed TMR for sure unless Bren or Nick want to give it a bash.
Flowline Bracing
This job just seems insignificant in comparison to the other two, but I am really keen to get it sorted before I leave BP. It is scheduled for a May execute, although the project itself has been in offshore execute for almost 2 years now. I now have a WGPSN engineer assigned to it and so things are moving in the right direction. The thing I am most chuffed about is picking up on a potential flaw in the design. To put the new steel bracing in the project is replacing some temperature transmitter assemblies, the originals have an effective length of 100mm and the new ones 200mm and they support a 1kg transmitter at the end. Basically a 0.5″ threaded tube cantilevered out from a thermowell on the horizontal axis with a 1kg lump at the free end.
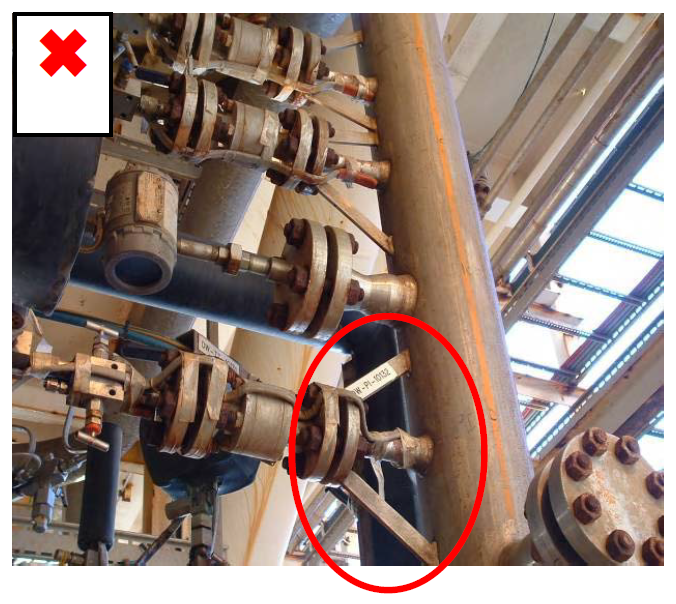
The feature directly above the red circle is the situation I have, a metal can on the end of a strut, although in my case the strut is being modified to be double this length.
I put in a query to the instrumentation engineer who specified the new assembly as to what guarantee there was that the new assembly would with stand the doubling of the moment around the thermowell and any vibrational effects from the line to which it is to be attached. The response was not a great one, I have my fingers crossed that this is not a show stopper and while I have a feeling that the assembly is probably good for the increase in moment, I am not so sure about the vibrational effects. I will be disappointed if this project gets kicked into the long grass again.

This is the kind of solution I am expecting, of course rotated though 90 degrees.
In other news
There is more, but I think I will have to save it for the next post as it is late and you are probably bored (well done for getting this far though).
Corine is quite big now (possibly a surprise to you, but number 2 is due in 8 weeks, a girl), but is soldiering on regardless. I have some hard deadlines to hit for my thesis so that it is mostly in the bag by the time she arrives. Mostly for this reason, all extra curricular activities are on hold.
I am concious that I have not included any pictures in this post, mostly because I am writing on my PC and not the work laptop where I keep all of the ‘cool’ stuff. So as a reward for getting this far, here is some more Dilbert for you. He really does keep me going some days…
I don’t just complain about civilians…
I do some work too….
Actually writing down stuff that sounds a bit clever seems to be de rigueur at the moment so I thought I better make a bit of an effort, I can’t be flippant forever and RF is right CPR is somewhere on the horizon. The bridge foundation I’ve been working in in the final stages but it’s not been on my desk for a week or so. Much of last week was spent preparing a basement impact assessment for a domestic property in Camden, quite interesting (in an engineering sense) and not too many numbers thankfully, that’s now with one of the environmental guys to do the flood risk assessment and awaiting RFIs to be returned from the developer. Something that’s been hanging around in the background for a while has been a gone wrong wind farm, thankfully not gone wrong because of us but Ramboll have been called in to provide expert witness services, I think we could be prosecuted under the trade description act as I’m the only one from geotechnics working on it currently and I can’t claim to be an ‘expert’. The initial request was to do with the actual foundations of the turbines themselves there were doubts raised during the checking process (which was complete after construction commenced) this didn’t progress very quickly initially although it has since landed back on my desk, thankfully with the help of Repute an uber pile calculation programme and the structures modelling software I’ve not had to wrestle with ‘piling in weak rock’ as the piles go down through peat and glacial tills to Sherwood Sandstone underneath. The second part of the contract was to conduct a check on the crane foundations that were constructed for the build phase. In short the foundations were subject to a litany of design problems and the tender submission was woefully inadequate although the tender drawing alluded to this the design and build contractor never really developed the solution and the ‘typical solution’ became the ‘for construction’ solution and the contractor progressed without the stipulated written consent from the turbine manufacturer. That’s the short version, getting this far along has required an awful lot of reading and cross referencing of documents and has felt a little like doing another TMR. Below is the whole report that I have prepared so far on the initial design and will start on the remedial works tomorrow. I won’t blame you if you don’t read it.
1. Introduction
1.1. Background
Ramboll have been engaged as an expert witness commissioned by Hill Dickinson on behalf of BSW Consulting to carry prepare a preliminary report in relation to the design of the crane platforms used to erect the wind turbines at Orchard End Wind Farm.
1.2. Qualification of Authors
The qualifications of the authors of this report are summarised below:
Rich Phillips, Graduate Engineer, BEng
2. description of project
2.1. Location
The site is located at North Wood’s Hill Farm in Wyre Borough, Lancashire. The area is arable land which is drained by a number of ditches discharging into the surface water channel known as the Momen Gutter.
2.2. Wind Farm Development
To date 2 wind turbines and associated support infrastructure, control buildings and access routes have been constructed. The client for the development was REG Windpower Orchard End Ltd, part of the REG Windpower Ltd group with Askam Construction Ltd appointed as the design and build contractor. The initial tender designs for the scheme were provide by BSW Consulting Exeter Ltd, BSW were later appointed by Askam although never formally novated.
2.3. Issue
BSW’s design responsibilities included the working platforms used by the turbine provider, Vestas, to operate the cranes used to erect the turbines. In support of the design of the scheme they were provided the Ground Investigation Report (GIR) supplied by Ground Investigation (Wales) Ltd who had been engaged by REG to provide the necessary geotechnical information for the design of the scheme.
In Dec 12 it became clear that remedial works were required on the crane pads, BSW provided a design and remediation began in Mar 13. During the erection of Turbine 1 the crane outrigger suffered excessive deflection and the work was aborted. As a result of this a piled solution was pursued at the request of Askam.
3. References
The following sources of information have been used in this assessment:
- Email Sarah Naylor/Paul Jackson, dated 24 Dec 13, Ref SJN.940401.6129.
- Geo-Environmental Site Assessment Report, dated Jun 11, Ground Investigation (Wales) Ltd.
- BSW’s privileged report (we have been instructed to treat this as sensitive).
- Application Suggestion for Orchard End Wind Farm from Tensar International Ltd supplied to BSW, dated 7 Dec 2011.
- Working Platforms for Tracked Plant, BR 470, 2004, Building Research Establishment.
- BSW design drawings (Tender):
- Site Construction Access Track Layout, Sheets 3 & 4, dated Dec 11.
- Road, Crane Pad and Hardstand Specifications for Vestas Turbines V80-V90-1.8/2.0MW V82-1.65MW and V90-3.0MW, dated 9 Mar 10, Ref 0002-0277 V03
4. pre-design information
4.1. Ground Investigation
The GI conducted 2 No boreholes located in the centre of the turbine foundations with a larger number of machine excavated trial pits completed under the foundations and along the proposed access track alignment. Soil strength parameters were determined through the use of:
- SPT.
- Shear vane tests.
- In-situ CBR correlation tests.
- Laboratory testing including tri-axial, oedometer, particular grading and Atterberg tests.
The outline sequence of strata and design parameters found in the borehole under Turbine 1 are detailed in Table 4.1.
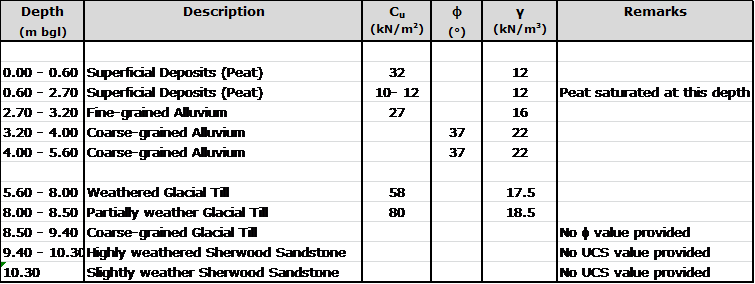
Table 4.1. Sequence of strata encountered in Borehole 1.
4.2. Qualitative Assessment
Section 6 of the GIR provides assessments and recommendations for each element of the scheme and in particular highlights the geotechnical hazards on site; the first hazard detailed in the report is the presence of the low strength deposits of peat and alluvium. The key assessments and recommendations relevant to the Turbine 1 crane pad made in Section 6 are as follows:
- Water was encountered in the low lying areas during excavation between 0.6m and 0.9m below ground level. (Ref 6.4.5)
- ‘Hand vane tests conducted within the upper Peat horizon indicted an undrained cohesion of typically 30 kN/m2, reducing to around 10 – 20 kN/m2 within the saturated zone below around 0.6m depth. Values of undrained cohesion reduced further within (sic) increasing depth, to values as low as 6 – 8 kN/m2. The values….indicate that strata of very low-strength and high compressibility occur beneath the loaded zone of the crane pads.’
- CBR correlations across the site frequently returned values below 1%.
- The crane pads must not be found on the Peat, instead the full thickness must be excavated in order to reach the material below.
- The recommended figure for acceptable bearing pressure on the Fine-grained Alluvium was 35 kN/m2 if this loading could not be achieved then excavation to the Coarse-grained Alluvium should take place with a maximum applied pressure of 50 kN/m2.
4.3. Summary
The assessed soil design parameters combined with the qualitative assessment of GI (Wales) indicate the presence of a slightly stronger ‘crust’ in the top layer of the Peat above the saturated zone. The material below the crust is significantly weaker and unpredictable, a foundation design might be suitable for the upper layer but the pressures applied to the strata below might exceed the allowable bearing capacity.
5. Design approach
5.1. Design Loading
BSW based their initial calculations for the design loading on a public document published by Vestas (the turbine manufacturer). This document explicitly states:
‘This document is not sufficient in and of itself to construct…Crane Pads…and must be supplemented for each project and site before construction work commences….
The exact design of … Crane Pads… must be agreed with Vestas in writing prior to start of construction.’
This document stipulates the minimum bearing capacity of the crane pad must be 200 kN/m2 unfactored. It also states that ‘floating’ designs are unlikely to be acceptable. The document continues to establish the minimum physical dimensions of the crane pads.
5.2. Tensar Appointment
As part of the design development BSW employed Tensar Ltd to provide designs for the access tracks and crane pads. In support of this request elements of the GIR and the Vestas crane pad design document were provided to Tensar, archived email evidence of this has been provided by BSW. The sections of the two documents mentioned had significant sentences and values highlighted, specifically:
- CBR values quoted in the design report.
- The value of 200 kN/m2 as a design load for the crane pad.
[Crucially] The highlighting did not include:
- The recommendation to remove all the underlying peat.
- The very low undrained shear strengths of the Peat and Fine-grained Alluvium which provide a more representative value compared to CBRs.
- The fact that the 200 kN/m2 was unfactored (although this was later allowed for with a lumped factor of safety).
- ‘Floating’ designs are unlikely to be approved.
5.3. Tensar Solution
Tensar provided their Application Suggestion to BSW on 13 Dec 11. The document stresses that it is not a detailed design and that construction should not commence on the basis of it alone. In the main the document seemed aimed towards highlighting the potential reduction of construction effort, and therefore cost, with the incorporation of a geogrid.
The Tensar solution provided calculations based upon a CBR value of 1% which they have equated [by an unknown method] to an undrained shear strength of 24 kN/m2. The design utilises the TriAx geogrid and asserts that the load distribution will double as a result (Figure 5.1).
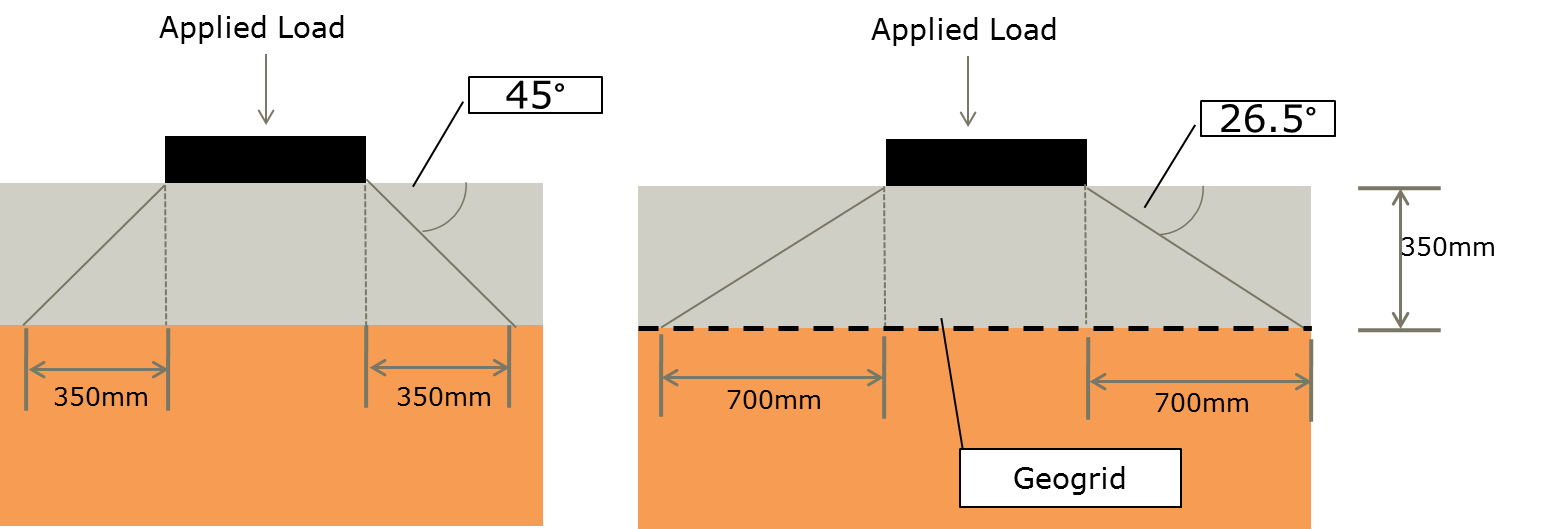
Figure 5.1. Tensar approach to load distribution.
The Tensar Application Suggestion states that for a 1 m2 area loaded with 200 kN a 350 mm thick road construction would distribute the load over an area of 2.89 m2 with a resulting applied bearing pressure of 69.20 kN/m2. In the case of the upper level of Peat this may have been acceptable but this neglects to allow for the very weak deposits in the saturated zone. [A quick use of Bousinesq would suggest that the underlying weak strata are over-loaded]
The proposed construction method involved laying the geogrid directly onto the top soil and existing vegetation and then building up the road. This would constitute a floating design and as such is unlikely to have been approved by Vestas. The ‘Crane Pas and Site Compound Construction Detail’ on the BSW design drawing would suggest excavation of 350mm of material, laying geogrid and then building the road up level to the existing ground level. The design drawings, marked ‘Tender’, include the note shown in Figure 5.2.
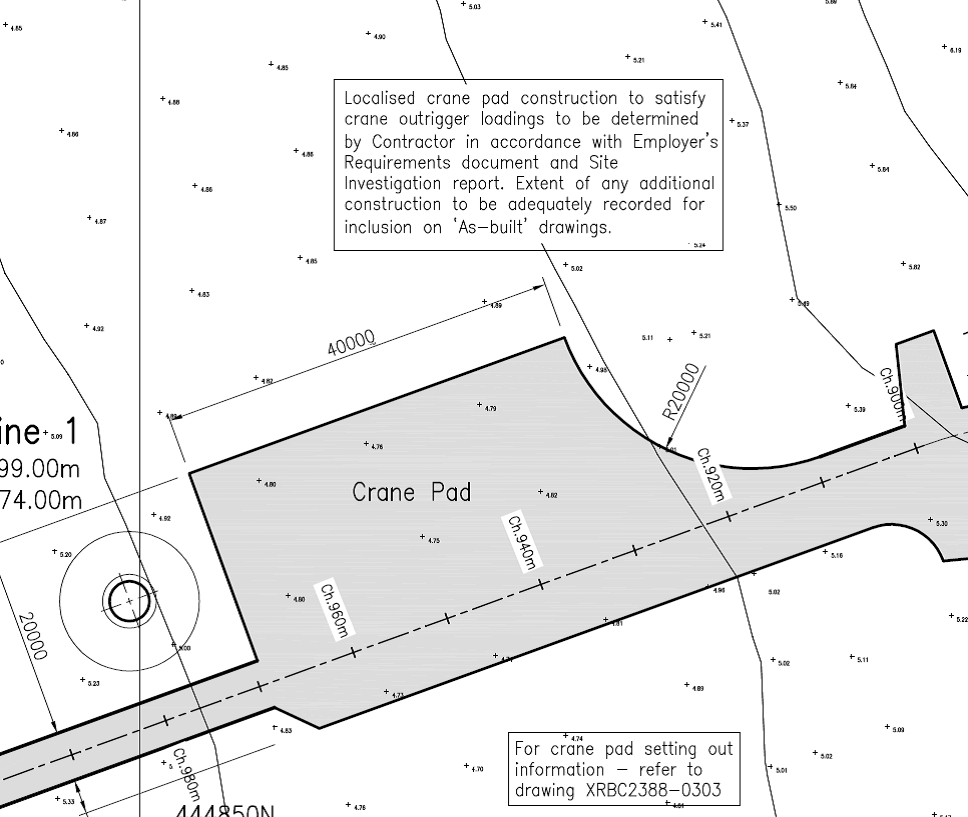
Figure 5.2. Note included on the tender drawings.
5.4. Summary
The outline design included on the tender drawings by BSW was not fit for purpose for the following reasons:
- The Tensar design was only an Application Suggestion requiring further detailed design prior to issuing for construction. The Application Suggested was not fit for purpose because:
- It was a floating construction and as such unlikely to be approved by Vestas. It seems that BSW modified the Tensar construction method to make it less like a floating road by excavating the road thickness into the Peat, this excavated through the stronger crust and therefore exacerbated the situation.
- Tensar conducted the design based upon tenuous CBR information correlated to undrained shear strength and failed to take into account the significantly weaker layers underneath the upper Peat.
- The design loading was based upon a minimum value found in the Vestas document which was clearly caveated to state that site specific loadings were required for detailed design.
- It ignored the recommendations of the GIR to remove all the Peat in order to provide a more reliable formation material.
BSW knew the above was only an initial design primarily because of the lack of a detail lift plan for the erection of the crane hence the clumsily worded note on the design drawing.
Askam had access to all the documentation available to BSW and as the design and build contractor hold ultimate responsibility for the design of the works. Without a written agreement from Vestas accepting the design of the crane pads, the requirement for which is clearly stated in the document referred to in this report, Askam should never have progressed with construction.
