Archive
Mr. Blue Sky
It is official, summer has arrived in Scotland. You can tell because the fog is slightly less wet, the rain falls at 45 degrees to the vertical (rather than 80) and it is no longer dark all of them time. It also means that my cycle commute can take some of the more scenic routes…

The last few months have been quite intense, hence the lack of blog posts, but finally Edith has arrived, thesis is submitted and I can actually get back to some kind of a semblance of life.

It turns out that the normal returning to work chills were unwarranted (as usual) and things have progressed well in my absense. Not in the least with thanks to one of my BP colleagues who babysat my portfolio over the four weeks. I no have a confirmed date for the final Minox commissioning, my HP cooler funding has come through and my Caissons DSP have been endorsed by the business.
Minox
Just before I went on leave, this project stalled right at the end of offshore execute due to a missing suction strainer. This stainless steel witches hat strainer sits pointing into the flow to catch debris left in the pipes during construction. The tolerances on the B blower that we have installed are <1mm and commissioning without it would have been high risk.
The piece was found to be missing during the pre-commissioning line walks, it had been missed at every stage of the project, including my review of the project as I took it on. Added to that all we have to go on are the mark ups on the P&ID and Isos, not design data actually exists for the kit. This has resulted in a project change to the tune of £75. £32k for the re-mob of the commissioning team, £43k for the design of the new strainer and about £200 for the strainer fabrication itself…

An example of a typical witches hat strainer
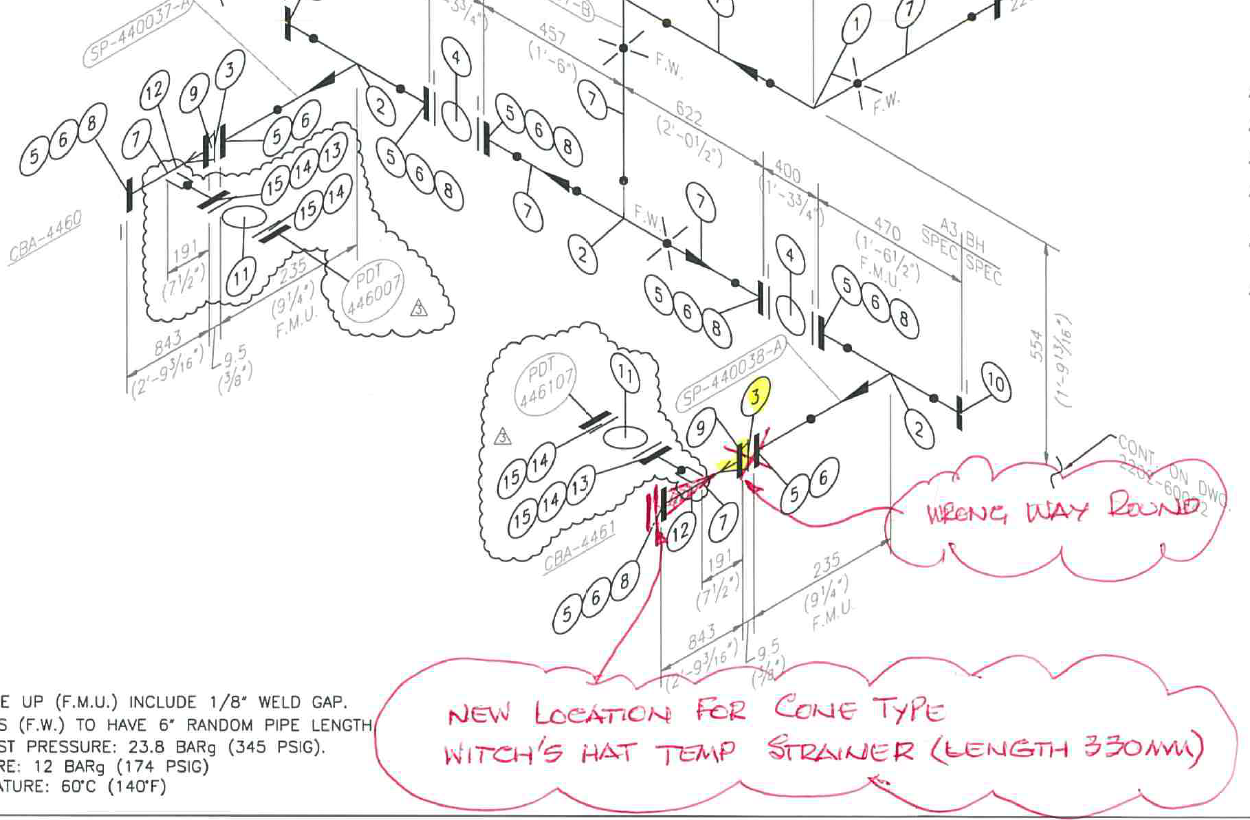
The amount of detail the team had to go on.
The were a few small issues to quell on my return to work, but I now have confirmed dates to complete this project and it will be one of the last things that I do before I leave here.
HP Cooler
My funding bid for this project has now come in and my final budget has been increased from £6.2m to £8.5m. Of that £2.3m I have alread spent around £400k and the rest will be for Nick to spend as he takes this project through to the offshore execute in the 2015 TAR. It is shaping up to be a corker with a 5m sq cantilever lay down area needing constructing off the East side of the platform,
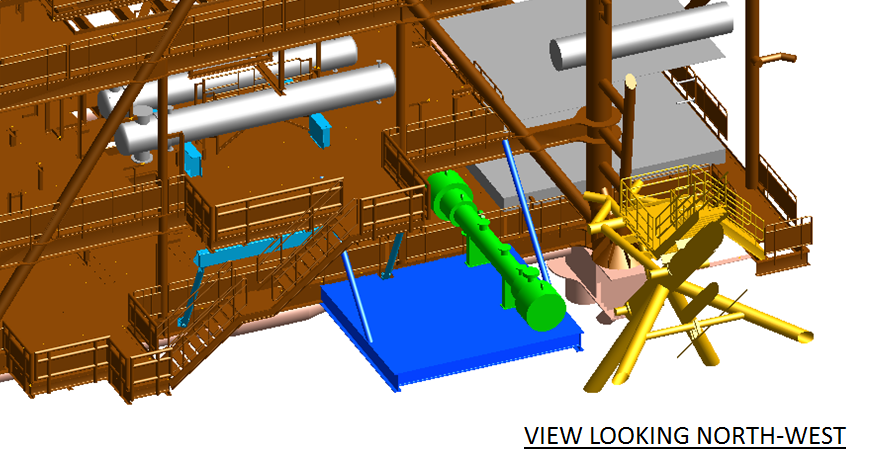
In the picture, the blue element is the new laydown that need constructing, the green is the new cooler and the yellow is the flare boom. Incidentally the silver tubes are the coolers that I helped put in last year. The project itself is nearing the end of the Define phase, but I am finding progress of the structural design team disappointing. Due to a lack of resource in this structural is way behind, process, piping and electrical, which has resulted in some friction. Not in the least that structural identified that the final cooler position needed moving around 500mm; the new cooler is more than double the dry weight of the old and needs to be positioned closer to the main module spars. This has had repercussions on the design work carried out by piping and process which has needed to be modified. I was looking forward to challenging any PCN for this work, but WGPSN has captured it within project growth. At the moment the Define is costing around £100k over the original estimate and I can account for this as due to the fact that the project did not go through Appraise and Select. However, this should put the project in a much better position for Execute.
Caissons
My work on the indefinite postponement of the Bruce caisson programme has come to fruition and my DSP has been endorsed at all levels. This represents around a £20m saving for the business over the next 5 years and potentially more if the risks that I identified are not realised. I still have some work to do in mothballing the C13 project and in reality this will be concluded by one of my BP colleagues on the Bruce team.
In other news
The kids are getting on well, with Hugo just starting to come to terms with the fact that he is no longer the centre of everyones attention. Sleep is still broken and no sign of that letting up in the near future. It is a very good feeling being on this side of the thesis, and for anyone thinking about it completing a thesis and having a sprog at the same time is not advisable.
My last batch of Aberdeen beer is in the fermenter as we speak. It has been going for almost two weeks and has another two weeks to go before it gets bottled. It should be nicely conditioned by 14 July. This is my first attempt at replicating the brew that I made in December and a good test of whether my theory that close control of the fermentation environment will provide consistency in the final product. Unfortunately I have not gotten the fridge rigged up to be controlled by my Raspberry Pi as the SSR arrived to late, but I have programmed a control programme that allows for a low temperature period of fermentation followed by a ramp up in the last 2 weeks. The next iteration of the programme will require some PID control to de-conflict the fridge with the heater and to increase the overall efficiency.
I feel like I have reached the limit of procedural programming and have started to read up on Object Oriented Programming (OOP). This is a more modular approach that will improve my ability to develop the software. It will also allow me to start developing GUI and move towards web and mobile apps. The goal for this would be realtime indication of fermentation temperatures and control of the heater/chiller via a mobile device. It probably seems like over kill for brewing beer (not to me), but then imagine applying the same technology to your house.
New post

Hi All
Good to read of your adventures.
I’ve added some shots to my blog too if you’re interested
http://roselliott.wordpress.com
Good luck for those who are returning soon,
RE
The ground is a risk…(contd)
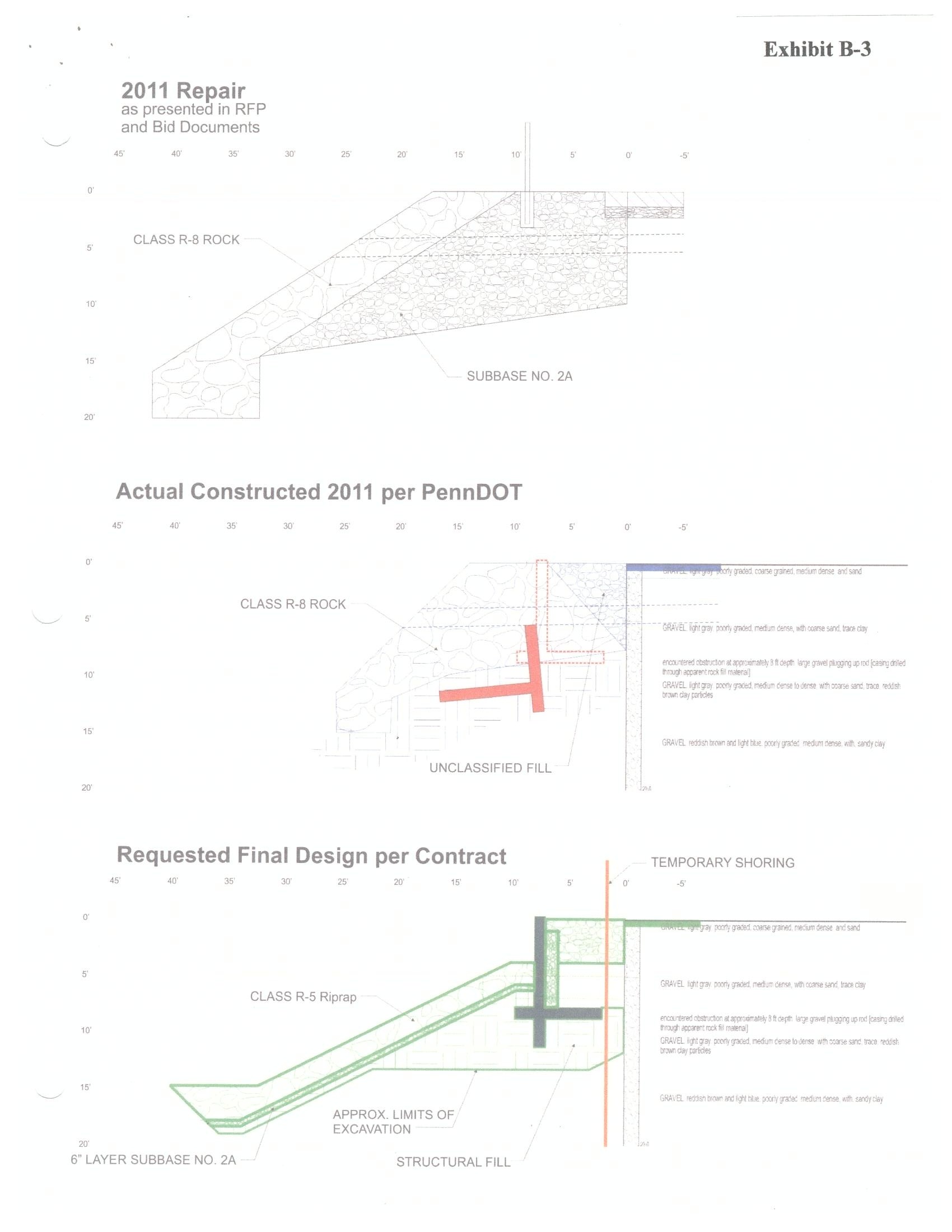
PSB for the cross-sections of drawings. For clarity the top drawing is the repair drawing (inaccurate) that the government provided the contractor in the bid – the vertical protrusion is a fence post.. The middle drawing is the actual representation of the repair that took place – thick red line representing the present loc of the fallen cantilever wall and thick blue line indicating the road and side pavement. The bottom drawing is the ‘as built’ and desired end product. (PennDOT = Pennsylvania Dept of Transport)
The ground is a risk!!!
I always knew the orator’s words would come back to haunt me – it was just a matter of time!!! On the prowel for some more work to complete some more of my DOs, particularly contractual experience, I approached my supervisor 2 days ago to give me some autonomy and contractual experience conscious that the HQ project is mainly sewn up by another project engineer whose toes I have been wary of treading on too much. The response…”I got just the thing fir y’all, why don’t you run with Danville?’ ….Trusting her completely, within hours my desk was covered in paper, emails started flying in, and my head was buzzing with negotiations, primes, change orders, REAs (request for equitable adjustments), …the list goes on!

It is Dev Obj gold dust which is great; I will try to summarise the can of worms on my desk.
Background: The Mahoning Creek naturally runs into a highway in northern Pensylvania, which has been artificially diverted 60deg’s through the use of a reinf concrete retaining wall (retaining the highway), and embedded within 40” riprap is a concrete cantilever wall (location: http://binged.it/1ugdIxL). Sep 2011 saw a 1 in 500yr flood that undermined the riprap and concrete retaining wall ripping a whole lane out of the highway. Emergency repairs taken by the state were to fill the hole with more rip-rap, aggregate and then road surface on top. The photo shows in the foreground the sound structure; as yuo move away the wall then stops and is replaced by riprap – this is where the wall, riprap and road were undermined – now band-aid’d with a shed load of riprap and a road surface plonked on top. USACE then contracted out the proper repairs; the winning contract deciding to drive sheet piles to hold back the road, whilst the rip rap was removed and a new concrete wall and cantilever with rip rap were installed. However… upon the contractor taking initial boring samples, it was clear that the drawings we provided (courtesy of the local council) did not reflect the fact that there is actually about 20ft of rip-rap rather than the illustrated 3ft!!! The anticipated sheet piles were therefore a non-starter. Works were therefore suspended on 1 Jul 13 until 1 Mar 14, to allow for demobilisation, geo assessment, new permits etc etc, and a new completion date set for 1 Aug 14. The gov also presented a change order for few thousand dollars to compensate for suspension costs
Present/Issues: 1. Work has still not commenced, 2. the contractor has put in an REA for an extension of time as permits still haven’t been attained (what has he been doing all this time?), incl. an REA of almost $100K for susp costs (we estimated about $6K, so this should make for interesting negotiations). 3. Costs for the proposed new construction method (see below) are to be negotiated next week, there is a relatively small delta between our and their estimates (c.$200K) so this shouldn’t be too painful – negotiations start next week which should again be great DO fodder. 4. The geotech investigation has been negotiated to approx $76,000. 5. Funding approval (80% federal, 20% local borough – the latter is the issue dep on the result of negotiations)
The new method statement is summarised as follows: 1. Build cofferdam from haybales and plastic and commence permanent pumping – funding does not allow for grander piling ideas, 2. Construct temp support of the roadway to prevent lateral collapse iot allow for excavation of rip-rap. This will consist of soldier piles and lagging, with soil nails…if curious here’s a great simplified video: http://www.youtube.com/watch?v=hrlBu1d5PBM. 3. Excavate rip-rap, remove collapsed concrete wall 4. Rebuild concrete wall, cantilever and replace rip rap. 5. Replace road and sub-terrain material. I need to get to the bottom of the engineering principles behind the rip-rap and embedded cantilever wall – when negotiations and flashing US$’s calm down I will try and get my head round it. The obvious question of: ”Why rebuild a design that has proved to be faulty?” is that funding for repair projects as a result of natural disasters (provided they have been previously inspected by USACE) is caught up in Public Law 84-99 which grants federal funds for repair; PL84-99 dictates that repairs must be ‘as-built’ unless failure has occurred at least twice whereupon authority can be sought from Congress!! Barking considering the fatal implications and the fact that it has clearly proved it fails if this kind of storm event happens again..but then again the pot has to be tightly controlled!
In short, not a grand project (total contract c.$1mill) by some scales but autonomy, contractual depth, and DO ticks all round.
Projects aside, next week will see Nic and I do some ‘Offr prof dev’ in and around Washington DC with approx 10 other US Army offrs from USACE visiting Capitol Hill, Pentagon, Arlington mil cemetery and major USACE projects around DC (Bethesda’s intelligence university, Spring Valley and the Washington aqueduct), interspersed with fitness tests and some fine wine and dining…thereafter the obligatory family week in Disney! A family pic from a recent trip to DC..
.
Strength of a kit kat!
Throughout my time here on the materials trials team, a constant headache has been the high failure rate of the flexural strength beam tests. The flexural beam tests for fibre reinforced concrete in the primary lining have been failing at a rate of ~40% at 28 and 90 days. For comparison, BFK understand that across all other Crossrail SCL works the rate is down at 5%. It turns out this issue has been going on for months prior to my arrival. The issue has become toxic, with a number of different and conflicting opinions. Unhelpfully, the issue has now become so prevelent that it is being formally discussed and debated in too many forums. Finally, CrossRail have issued an ultimatum…BFK are to provide a robust explanation as to the cause/causes of the high failure rate including action plan by the end of the month, or all SCL work stops.
So here’s what Ive learnt….
Testing.
BS EN 1465 dictates the test critieria. In outline, a set test panels of concrete are sprayed at the face of the advance, at a rate of 1 set/month. Each panel is cut into 3 beams, which are wrapped and sent to TestConsult…our subcontracted test laboratory. The beams are notched at mid section to induce a crack in the centre of the beam. The beam is then tested to failure using the 3 point testing procedure on a Universal Testing Machine….note the band layers in the top right of the beam

As the beam fails, note the faint band layer below which crosses it from approximately 10 – 4 on the clock face. The crack appears to follow the band layer as a failure plane up and to the left. The beam is now loaded off centre, perhaps contributing to a more rapid failure.

The test is dictated by the CMOD or Crack Mouth Opening Dimension. Measured in mm by electrical contacts, an average test result looks like this.FAR 0053-10.Beam & Cores. Note here the Residual Flexural Tensile Strength section…two snapshots are taken…at a deflection up to 1mm, the specification dictates the CMOD must be above 1.8, whilst up to 4mm the CMOD must maintain above 1.4. CMOD is a function of width of crack to length of crack
Action Plan
BFK are beginning to pull together an action plan to resolve this issue. Due to the complexity of the potential contributory factors, they have cast their net widely. Pulling in advice from their parent companies BAM Nuttall and Wayss & Freitag, aswell as specialist suppliers Normet/Tam alongside our own design team. The collective thoughts have distilled down to 6 areas of consideration:
1. Materials/Mix Design.
- A ‘sandy’ texture has been observed on the sprayed material when cured, which may contribute to the laminations. It is possible that this is due to a lack of cement and microsilica (packs the mix and reduces voids)
- Laminations in the beams indicate that the accelerent is reacting too quickly. A less reactive product is being trialled.
- Beam tests have shown fibres ‘pulling out’. This could be for two reasons: firstly insufficient fibre anchorage due to the fibre profile (length, dimensions, shape etc). Secondly, poor concrete ‘grip’. The density of the beam could have been affected by poor compaction, or indeed that the concrete was too old at point of spray.
- Fibre tensile strength. Fibres could be snapping instead of pulling out. Tensile strength currently 1200N/mm2
2. Spraying
- Nozzlemen competancy and technique varies significantly. In addition, the pump speed can be adjusted over a flow rate range between 8 – 22 m3/hr. High flow rates can lead to poor compaction, high rebound and affect fibre orientation.
- Accelerator dosing. Dosing can be varied on the machine over a range 6%-8% and it has been seen that higher dosing making the concrete cure quicker could be leading to higher lamionations
- Test panel. Perhaps the most signinficant factor in spraying is that the test panels are not representative of what is going on in the lining. The panel area is clearly small, meaning that the nozzle movement is smaller leading to increased rebound which is caught in the layers.
3. Plant
- Mechanical factors. Each of the suite of spraying machines work slightly diffently, but critically the concrete is dosed at the nozzle by pump. There is a period of pulsation…flow of concrete…flow of accelerant…before a constant flow is established. When the rate is slowed to spray into the panel, this phenomenon is exacerbated, contributing to laminations.
4. Testing
- Test house procedures. Are the testing houses complying with standards. Members of the quality team have been despatched to conduct a ‘surveillance’!
5. Environment
- How well are the panels and beams protected from damage? The panels are demoulded at 18hrs, before being cut and transported. This demoulding is conducted by using plant to lift and bang out the panel from the mould. There is definitely a likelihood of damage.
6. Batching
- Conducted by concrete subcontractor, Hansons and therefore outwith of our quality control procedures. Fibre storage is important..if not properly protected, they will rust detrimentally impacting their strength..
- Fibre dosing. Is trhe required amount being added to the mix? This is checked by a process of fibre wash out, and weighing samples which arrive at site. These tests are mandated to be conducted monthly, so perhaps the frequency of testing needs to be increased?
- Mixing. Fibres are poured into the back of the wagon at the end of the process, relying on the motion of the concrete lorry to spread them throughout the mix. There has been evidence that fibres in some instances, ball up together and are not spread consistently throughout the mix.
REFLECTIONS
Technical. The factors affecting the many and varied, but in most cases they are measureable. Whilst I have detailed a number fo factors above, the root causes seem to be related to the presence of band layers in the test panels, which cause a failure plane. There is a definite correlation that says the higher the number of band layers in the specimen, the more likely and quicker it will fail. The reduction of the band layers is withiin our gift, as many of the contributing factors occur on site. Secondly, the issues surrounding the steel fibres, are easily resolved, but are entirely under control of the concrete supplier.
Managerial. This management of this issue has been dominated by infighting and opinionating. It has become very devisive…criticism of the mix design means criticism of the materials team…criticism of the workmanship means criticism of the site operatives…an one thing everyone agrees on is criticism of the concrete supplier. Therefore people have become very emotive and unwilling to sit down with a blank sheet of paper and revisit every aspect of this process. Until now. It has taken an ultimatum from CrossRail to drive BFK to go outside of their team and bring in the big guns. This has meant an objective study carried out without the emotional baggage of the last few months. Consequently, a detailed and far reaching root cause analysis was conducted with a very thorough and logical action plan which will test and discount each theory individually. This process has taken 4 days….versus 9 months of bickering.
Contractual. To my mind the concrete conctractor need to be held to account. I suggested having BFK quality assusrance reps at the batching plant…turns out they have reps down there. 2 materials techs who no one can ever reach for comment. It feels to me that this needs to be upgunned, but I darent suggest it for fear of getting the job.
After all that though…I’m not sure why we just don’t go and ask what the other contractors are doing/not doing and make sure we do the same! Maybe thats just not the done thing around here….
