Archive
Progress or Quality?
Having treated my self to a weeks ‘summer’ leave last week, I returned to what can only be described as widespread mayhem on the secodnary lining team. Three members of the team had left, including my line manager. Rats and sinking ships. I am still employed as a section engineer on the ‘binocular section’ of the crossover between the two running tunnels. The tunnel design and construction varies over its length dependent on function. For example, the running tunnels which maintain a uniform shape over a long distance, are driven by tunnel boring machine and lined with pre cast concrete panels for speed of drive. Enlargement works foR platform tunnels and concourses, including irregular shapes are ordinarily excavated and lined with steel fibre reinforced sprayed concrete. Uniquely, the binocular section uses a sprayed concrete primary lining, in composite with a cast in situ bar reinforced secondary lining. I will focus on this here. Binocular Section Function. In operation, the running tunnel will divide into two; the left hand side will form a crossover to the opposing running tunnel. The binocular sections are located in the areas noted EBX and WBX, at the point where the tunnel divides in two.The design is also shown in section, and is mirrored westbound and eastbound. 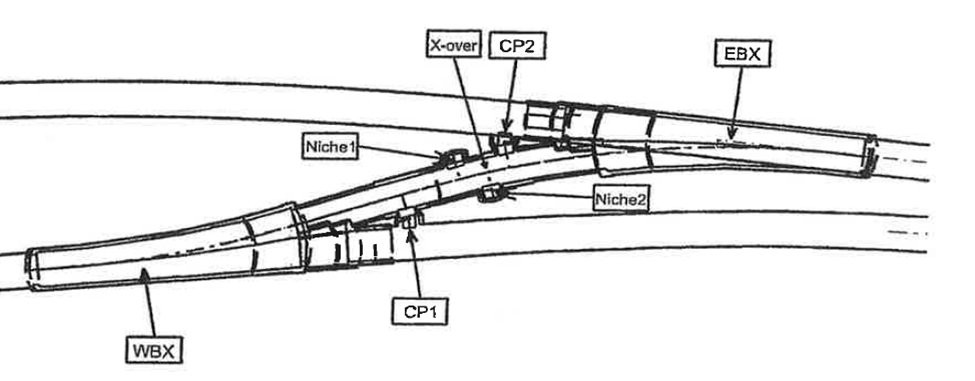
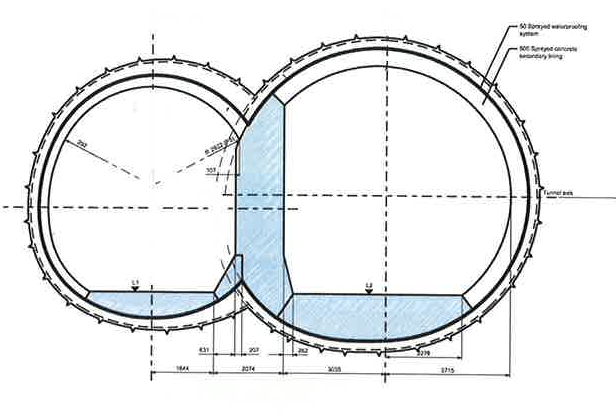 The internal profile, defined here by the bold line, designates the secondary lining, which is all cast in situ. Design. The front face of this section details a relatively large span at approximately 12.6m. This would be considered challenging to complete entirely in sprayed concrete. But the ‘figure of 8’ design creates high stress zones at the confluence of the two tunnels. This requires support which is designed in the form of the ‘binocular wall’ shown as the upright in blue. You will note that in comparision to the remainder of the secondary lining, the wall itself has large proportions. This design copes with the temporary state during the excavation of the second tunnel and prior to ring closure. Sidewall Issues. Aside from the day to day frictions that I will not cover here the casting of the invert, headwall and binocular wall sections passed largely without incident. However, the right hand sidewall was poured in my absence, with some issues. The profile of the sidewall is formed by the use of bespoke poystyrene void formers, which are designed and laser cut by a specialist contractor. They are supported by RMD Kwikiform temporary works, again designed by sub contractor. Despite being contracted out, temporary works repsonsibility falls to us, so I got involved here to check design calcs, and made some adjustments for buildability purposes. Designs are shown below
The internal profile, defined here by the bold line, designates the secondary lining, which is all cast in situ. Design. The front face of this section details a relatively large span at approximately 12.6m. This would be considered challenging to complete entirely in sprayed concrete. But the ‘figure of 8’ design creates high stress zones at the confluence of the two tunnels. This requires support which is designed in the form of the ‘binocular wall’ shown as the upright in blue. You will note that in comparision to the remainder of the secondary lining, the wall itself has large proportions. This design copes with the temporary state during the excavation of the second tunnel and prior to ring closure. Sidewall Issues. Aside from the day to day frictions that I will not cover here the casting of the invert, headwall and binocular wall sections passed largely without incident. However, the right hand sidewall was poured in my absence, with some issues. The profile of the sidewall is formed by the use of bespoke poystyrene void formers, which are designed and laser cut by a specialist contractor. They are supported by RMD Kwikiform temporary works, again designed by sub contractor. Despite being contracted out, temporary works repsonsibility falls to us, so I got involved here to check design calcs, and made some adjustments for buildability purposes. Designs are shown below 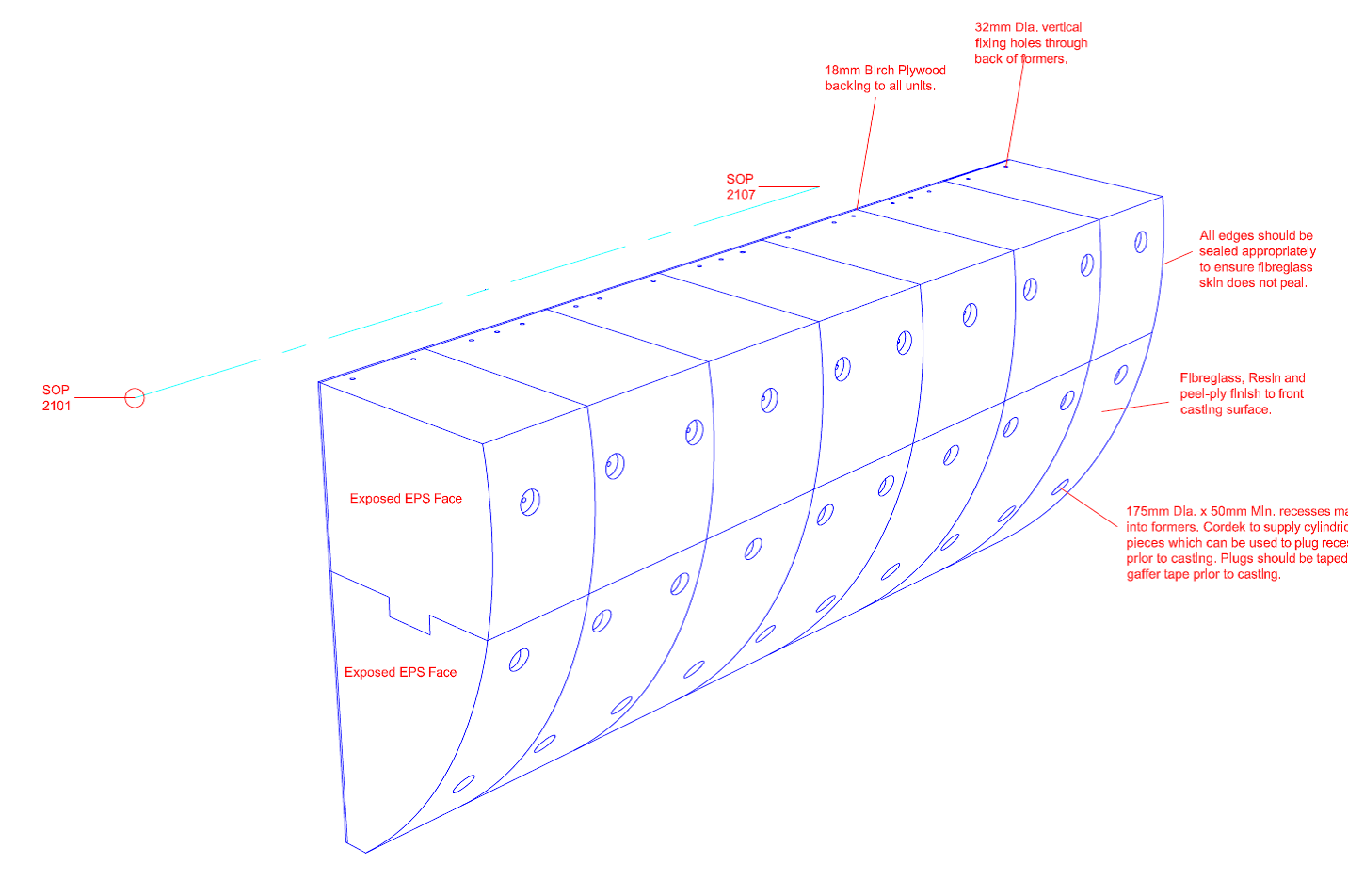
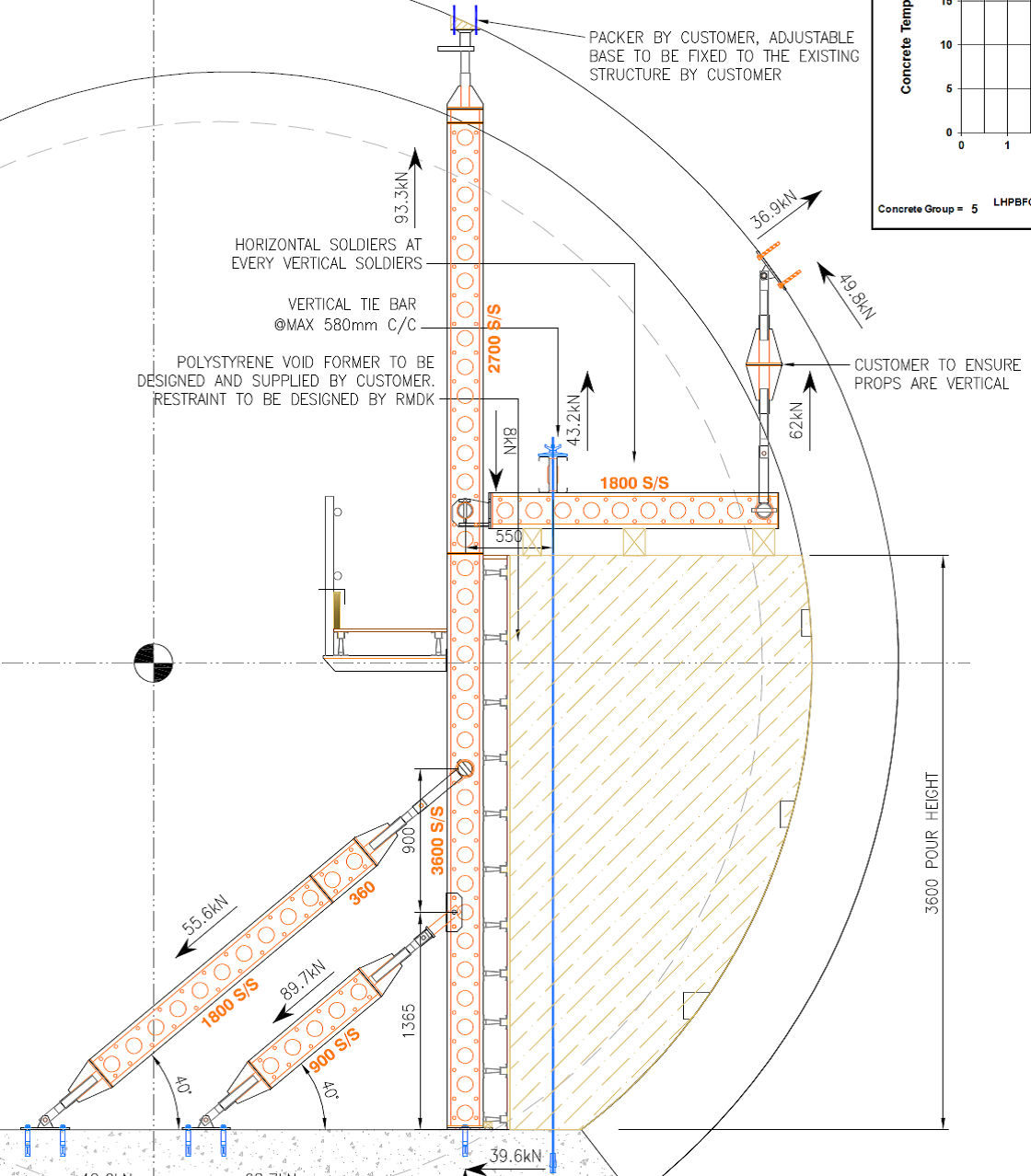 You will note that the profile presents a tricky detail for the pouring and vibration of concrete at the lowest point, particularly given the congested steeelwork incorporated here. Way ahead of this pour, I sought to preempt this issue by designing, in conjunction with the supplier, a self compacting mix, which I trialled and had approved. This was supposed to replace the existing mix, which was also susceptible to entrapping air due to the type of polyfibre it contained. (See previous blog about mix designing – a delight). Thus I went on holiday happy that I had forecast a design risk, conducted some analysis, came up with a solution and communicated it effectively. (See John, I was listening…) I returned to this….
You will note that the profile presents a tricky detail for the pouring and vibration of concrete at the lowest point, particularly given the congested steeelwork incorporated here. Way ahead of this pour, I sought to preempt this issue by designing, in conjunction with the supplier, a self compacting mix, which I trialled and had approved. This was supposed to replace the existing mix, which was also susceptible to entrapping air due to the type of polyfibre it contained. (See previous blog about mix designing – a delight). Thus I went on holiday happy that I had forecast a design risk, conducted some analysis, came up with a solution and communicated it effectively. (See John, I was listening…) I returned to this….  The poor resolution on this phot doesnt give you the full joy of this. You may note pock marking across the bottom 2/3 of the wall. This is caused by a proliferation of air bubbles trapped in the lower section, exacerbated by poor vibrations. As it turns out, the old mix was used despite my amended activity plan explicitly stating the new mix to be used. The entrapping of air is quite obvious here. I suspect, if the wall was cored, that the mix would have a relatively low density, and may fail on compressive strength as a consequence. You will also note the cold joint which runs the length of the wall. Apparently, pre planned road closures causing traffic in London, delayed the follow on wagons by approximately 4 hours between pours. With no engineer on site when it finally arrived, the site foreman continued the pour based on ‘whether we can still get a poker in the mix’. Conclusions The loading path in this section of wall puts the wall predominantly in compression. That said, there are performance requirements pertaining to flexural strength. Assuming there are no major voids at the cold joint, this should not present an immediate structural problem. My concern is the threat of water intrusion and consequent acid attack in the high sulphate environment of our local ground, over a 120year design life. However, it is likely that these concerns remain on the aesthetic rather than the structural in this instance. The air entrainment is a bigger concern. Although the contractor kindly offered to patch repair the surface to bring it in line with the clients specified surface finishes, I feel like they are missing the engineering risk. I demonstrated the effect on compressive strength that a lover volume can have in my failed mix design trials, and I suspect in we were to core this, we may find voids and poor encapsulation of the rebar, along with a low compressive strength. The client has yet to request this but Im certain it will. I find it hard not to be deeply frustrated and cynical about all this. All of these issues were foreseen and planned for, but coherent planning of a task from start to finish is simply not in the culture here. A single responsible person for these task s is not easily identifiable and noone is held to account. A common theme throughout my attachment here is that progress always trumps quality, and even cost. These problems were caused by not following the instructions, and a lack of engineering oversight, combined with a rigid application of quality, through the inspection and test plan that I wrote to govern this. The rush to complete, and consequent mistakes made have achieved a delayed program, and extensive rework. We are under an NEC (C) Target Cost contract, so as long as we raise this issue through a Non Compliance Report, the ‘pain’ is shared with the client. So incompetance on our behalf of the contractor has led directly to waste of public money…not only frustrating, but actually quite immoral. In other news, I’ve found something as uncomfortable, as a John Moran Q&A. Tough Mudders Electric Shock therapy
The poor resolution on this phot doesnt give you the full joy of this. You may note pock marking across the bottom 2/3 of the wall. This is caused by a proliferation of air bubbles trapped in the lower section, exacerbated by poor vibrations. As it turns out, the old mix was used despite my amended activity plan explicitly stating the new mix to be used. The entrapping of air is quite obvious here. I suspect, if the wall was cored, that the mix would have a relatively low density, and may fail on compressive strength as a consequence. You will also note the cold joint which runs the length of the wall. Apparently, pre planned road closures causing traffic in London, delayed the follow on wagons by approximately 4 hours between pours. With no engineer on site when it finally arrived, the site foreman continued the pour based on ‘whether we can still get a poker in the mix’. Conclusions The loading path in this section of wall puts the wall predominantly in compression. That said, there are performance requirements pertaining to flexural strength. Assuming there are no major voids at the cold joint, this should not present an immediate structural problem. My concern is the threat of water intrusion and consequent acid attack in the high sulphate environment of our local ground, over a 120year design life. However, it is likely that these concerns remain on the aesthetic rather than the structural in this instance. The air entrainment is a bigger concern. Although the contractor kindly offered to patch repair the surface to bring it in line with the clients specified surface finishes, I feel like they are missing the engineering risk. I demonstrated the effect on compressive strength that a lover volume can have in my failed mix design trials, and I suspect in we were to core this, we may find voids and poor encapsulation of the rebar, along with a low compressive strength. The client has yet to request this but Im certain it will. I find it hard not to be deeply frustrated and cynical about all this. All of these issues were foreseen and planned for, but coherent planning of a task from start to finish is simply not in the culture here. A single responsible person for these task s is not easily identifiable and noone is held to account. A common theme throughout my attachment here is that progress always trumps quality, and even cost. These problems were caused by not following the instructions, and a lack of engineering oversight, combined with a rigid application of quality, through the inspection and test plan that I wrote to govern this. The rush to complete, and consequent mistakes made have achieved a delayed program, and extensive rework. We are under an NEC (C) Target Cost contract, so as long as we raise this issue through a Non Compliance Report, the ‘pain’ is shared with the client. So incompetance on our behalf of the contractor has led directly to waste of public money…not only frustrating, but actually quite immoral. In other news, I’ve found something as uncomfortable, as a John Moran Q&A. Tough Mudders Electric Shock therapy 
