Archive
Small tweeks…
I’d like to echo Damian’s point when he said that it’s important to question the design. It’s not just that the design might be wrong, although it often is, but also that when it is right, it could still be better. I’ll give two examples…
The next evolution of the blockwork saga takes us into the construction of a double skin wall that separates the car park area (a class 2 basement) with the clubhouse area (a class 3 basement). The difference in the classes comes down to a range of measures intended to make the space more inhabitable, such as ventilation, acoustic insulation and (the focus of this rant/blog) waterproofing.
Waterproofing is hugely important to the client because it you don’t get it right first time it cost loads of money to put right. Since SRM would ultimately foot the bill, there has consistently been a lot of pressure to get it right.
The clubhouse area has an additional waterproofing measure in the way of a cavity drainage system. The system interfaces with the block work wall as shown below:
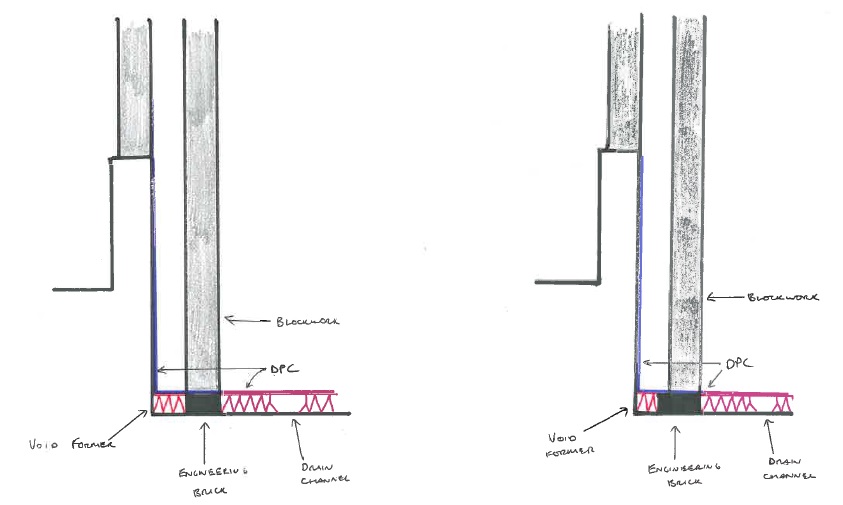
It’s worth noting that this does not align with the architects drawing, or the waterproofing designer’s drawing. But it does reflect reality and therefore I’m building it that way.
Now onto the point about questioning the design…
The bottom of the inner skin is sat onto engineering brick. The bricks are 205mm long and the blocks are 140mm wide. Therefore the bricks were to be cut down then laid side by side (as opposed to end to end) to give a 140mm strip to lay the blocks on. At the base of the cavity there is a void former that the dpc runs over the top of. So why are we cutting the bricks down? Cutting the bricks would cost more and take longer, and you also have to pay for more void former. I suggested laying full bricks to the architect and he was happy for us to do so, as was the waterproofing designer. So why did the additional design call for the bricks to be cut? Because the architect thought the drawing looked neater. I wish I was joking.
So to hark back to Damo’s point, I’ve just saved money by saving time without affecting quality.
The other example is that the inner skin will be dry lined, the only bit of block work that will. Yet the design still calls for paint grade block work. Why? It isn’t painted! I think I remember Pete having a similar thing with a ridiculus concrete finish on a bridge pier that would only ever be seen by a dingo…
In the beginning we had a lot of quality issues with the block work so we’ve got piles of blocks all around the place that we’ve taken down. So I’ve had it agreed that I can use them for the inner skin since it won’t be seen. So I’ve saved material and therefore money without affecting time or quality, and for good measure I’ve wrapped it in sustainability by reducing waste.
Site Two Fifty One – Time, cost and quality
Site Two Fifty One – Time, cost and quality
This week at Two Fifty One I seemed to be more directly involved in the time, cost quality triangle and so I thought I would highlight a couple of simple examples to demonstrate.
Commercial background.
The commercial arrangement on site Two Fifty One is that the project is to be run on a negotiated design and build contract. Having agreed a lump sum price to the client of £119M, except for provisional sums, the contractor: Laing O’Rourke, is obviously keen to build it for less to make a profit.
How does this affect me on site?
This week another capping beam pour took place, while a health and safety advisor was visiting and while the drainage order was being finalised.
Cost.
In reverse order, the drainage order included consideration of the attenuation tank which is to be situated below the basement level 2 slab. Company 1 was specified by the designer (or an approved alternative could be applied for) and therefore almost without question Company 1 were to be used. The QS team then got involved and got a quote from Company 2. A series of reasonably sensible RFIs from the designer followed (focussing on maintenance and strength of tank to resist earth pressures) and time started to disappear. Company 1 were informed about a second competitive quote and reduced their price. This meant that by simply asking the question of Company 1 they reduced their price saving a few thousand pounds.
Lesson Learnt? So other than saying it’s obvious to get a number of quotes, it is perhaps less obvious but equally commercially important to recognise when to challenge an expensive design, especially in a design and build contract. These smaller sub-contract packages are actually pretty key in the Design and Build contract arrangement. So far there have been about 10 sub-contractor packages ranging from sheet piling to attenuation tanks to concrete waterproofing supplier. So clearly a bit of effort getting quotes/bids from the market lots of cost savings can be gained from that which the initial project tender was based on. I here Steve’s bus…
Health and Safety/Quality.
Next comes the health and safety advisor’s visit. On a difficult day with machines breaking, particularly low consistence concrete (to gain high early strength) making pours difficult, a 5m deep excavation confining the site further and a muck away lorry to be loaded every 15 minutes, managing every activity was challenging.
This photo shows the ever decreasing space on site with muck away lorries needing to be loaded effectively non-stop all day.

Props reducing site space

Crane at maximum reach.
Of the issues that could have been raised, the main one was access.
To get the formwork shuttering ready for the pour the focus had not been on access. When pointed out it is obvious and I suppose the lesson is: there are a few basics that must be correct and access is up there. The photo below the walkway barriers leading towards the concrete pour. It does not show that the walkway just ends in a 1m drop meaning the operatives had to scramble down the bank.

Barriers with no access at the end!
Time.
The capping beam has to be completed to be able to dig down. In order to do this the concrete strength within the capping beam must be greater than 30N/mm2. This would have been fine but due to a slow exit of the piling team we are on catch up.
So what? Capping beam pours have been completed and props installed shortly afterwards. With over 10,000m3 of sand, gravel and clay to be removed from the site the emphasis is on digging, i.e. loading the props and therefore loading the capping beam. In short, the time for the capping beam to reach 30N/mm2 has reduced from a few weeks to a few days. To solve this there were numerous plans to crush more cubes, do temperature matched curing and place thermocouples within the capping beam to assess in-situ strength. However there was no time to see what might happen/work, so the mix design was altered to attempt to get a quicker strength gain. (So much for previously trying to avoid cracking!)
Mix design alternations focussed on the cement content.
Original cement content: CEM 1: 135kg/m3 with GGBS: 315kg/m3.
High early strength concrete: CEM1: 405kg/m3 with GGBS: 45kg/m3.
Wowser! You could have fried an egg on the concrete. Basically the high cement content produced a very high early strength (about 41N/mm2 within 7 days). So despite there being a cost for the higher cement mix the key driver was time in order to get the excavation going, and therefore multiple work fronts to attempt to regain lost time.

Capping beam fully loaded by props. Excavation needed to get going to prepare ground for raft slab pour.
Summary.
Every step of the way in the project revolves around time, cost and quality. I had a reasonable argument with the QS team saying that rather than faffing about getting quotes from everyone endangering getting items ordered in time, the focus should be on constructing the building. But then if the building costs more than £119 there will have been no point doing it for the contractor. So it seems the way forward is within the triangle, perhaps being at different corners at times, but it is a balance of time, cost and quality that is the key, which I think is wrapped in the word sustainable.
Yippie kay yay
I was planning on blogging about flushing and COA analysis for drainage, however, something much more interesting has cropped up today (in my opinion), so I’m afraid you’ll have to wait until next week for the car chase.
As a side note, before I start my blog, I’ve not seen any phase 1 students commenting on blogs on here. I know I was guilty of not commenting whilst on phase 1. If there is anything in particular that you want to know about on site, please let me know and I’ll try and tailor future blogs cover those topics.
I was always under the impression that 09.50 and 21.50 were cow-boy time. Not on BPSP1, its cow-boy time 24/7.
A few months ago I blogged about getting a temporary substation (TSS3) brought onto site. It has finally come to the stage when we’re going to connect TSS3 to the rest of the HV distribution network. This is to be done in two stages, initially TSS3 will be connected to TSS2 to create an even bigger radial. At a later date TSS3 will be connected to our DNO switch room to provide a ring main. This blog will focus on the first phase which is being conducted today.
In preparing for these works I reviewed the RAMS that were submitted by Wyse Power (our temporary electrical sub-contractor). After a bit of back and forth they were signed off at status A. This is an extract of part of the methodology:
1) Operatives will attend site for site specific induction as per the site rules.
2) Operative will read, understand and sign off this method statement and sign the back sheet.
3) The senior site operative (WP SAP & HVMS SAP) will carry out a site survey and POWRA– what risks will interface with works coordinate with site management and carry out a pre works check with all other WysePower operatives.
4) SAP (James Sherlock) to sign on and accept AP duties.
5) SAP to write up switching log and have approved by second SAP (Kevin Poole).
TSS2 to TSS3
6) SAP to carry out isolation and apply earth to SF6 Ring to TSS2 Ring Switch, fit safety lock and caution sign. SAP to fit danger sign to adjacent live equipment and HVMS SAP to witness. See ref 1 on schematic.
7) SAP to carry out isolation and apply earth to SF6 Ring to TSS3 Ring Switch, fit safety lock and caution sign. SAP to fit danger sign to adjacent live equipment and HVMS SAP to witness. See ref 2 on schematic.
8) SAP to confirm dead to jointing team.
9) SAP to issue permit to work for the connection of TSS3 to TSS2 SAP HMVS will hold the keys to the locks.
All pretty straight forward stuff. I spoke to the SAP yesterday and warned him off that as part of my education I’d like to come down and see how the above process worked in reality. The key part here is that Wyse Power knew that I was going to visit them. HVMS are a cable jointing firm who are being subcontracted by Wyse Power to connect the HV cable into the ring main units.
So what happened when I got to site?
Point 1 above- Complete
Point 2 – no RAMS on site and James confirmed to me that he hadn’t seen the RAMS. ARGHHHH!!!!!!
Point 3 – Complete
Point 4 – Not done.
Point 5 – No switching log present. The second SAP mentioned above is a project manager who is off site and therefore cannot sign the paperwork unless it was completed in advance.
Point 6 , 7, 8- Works not at this stage yet, but it was being discussed that padlocks be left off whilst the HVMS SAP went to get his own.
Point 7 – SNo permit to work produced.
Essentially the works being carried out are very basic, both the switches involved are already switched off and earthed and because of that the guys involved have got complacent. I had to stop the works, bring the SAP (James) up to my office and physically give him a copy of the RAMS, we then sat down and read through the RAMS. He then went away and produced all the necessary paperwork. We managed to get round the issue of the second SAP (Kevin who wasn’t on site) countersigning the switching log by virtue of the fact one of the HVMS workers was an SAP and was able to countersign.
All in all very simple to sort out, but hugely frustrating that I had to get involved in the first place.
Oz PCH – Fire & Smoke Management Cause & Effect: Technical and Commercial Issues.
Introduction
This blog highlights the commercial impact of a technical issue that can spread across many levels and affect multiple subcontractors/parties.
This could be yet another contracts management exam question.
It also covers next steps in fire cause and effect design development and testing and commissioning.
Issue
Reviewing the fire and smoke management cause and effect matrix highlighted some potential issues for the mechanical equipment; namely fans and dampers. Centigrade, mechanical fit-out subcontractor, had to install 72 x additional smoke dampers (electronically controlled) in various fire zones across the project. 10 x original dampers have been removed so the actual delta is 62. This was due to the initial design drawings by NDY, design consultancy, not reflecting departmental design changes.
Schneider, controls subcontractor, didn’t know about the additional dampers which now presents a serious technical issue; the ability to connect each new damper to a controls board. This throws up lots of detail like; have all the walls and ceilings in those areas been closed? Where is the connection point for the cables? Etc, etc.
Why didn’t Schneider know? Whose responsibility was it to inform them of the design change? From a technical stand point Centigrade has to have their new smoke damper design approved by NDY. Whether design consultants like to officially approve a third parties’ design is another matter; usually they don’t and won’t in case things go belly-up. However, they should at least review and comment on it. This design review information is then sufficient for them to either pass on to those who need to know about it; in this case Schneider, or at least inform the managing contractor, JHG; or ideally do both. So what actually happened? Nothing! This has led us, the commissioning team, to get involved in design – which clearly isn’t/shouldn’t be our remit. This situation reinforces NDY’s alternate acronym; Not Done Yet.
This type of ‘interface verification’ to use the commissioning vernacular for a scope gap between two or more subcontractor’s works meeting, seems to be a recurring issue in a number of areas across the project.
Solution
In order to find a technical/operational solution, to get the system working and to a commissionable state, we must now conduct a desktop study and understand exactly how many, including the exact location of the additional dampers, require wiring into Schneider control panels. Figure 1 was used to help explain how to go about this; splitting project areas into fire zones and then annotating drawing schematics with additional dampers to then understand the best possible wiring route to Schneider’s control panels. Figure 2 shows the cause and effect matrix as intended by NDY. It requires cross referencing against updated fire and smoke zones according to as-built architectural drawings. The trade contractors can then work through the detailed design of their individual dampers (smoke, fire, and smoke-fire). This then all needs to be reviewed and approved by NDY; which JHG will be insisting they sign-off on.
Figure 3 is the printed version which you can see is a pretty big beast. This is only the mechanical equipment with similar sized spreadsheets for miscellaneous equipment interfaces such as; hydraulics, lifts, medical gas, AGVs, security doors and PA alert system.
Figure 1. Smoke Damper Desktop Study Example.

Figure 2. Excel Screen Shot of Fire Cause & Effect Matrix.

Figure 3. Print out of Fire Cause & Effect Matrix.
Commercial Implications
Commercially, this will open a can of worms; Centigrade will be putting in a variation order for their additional smoke damper design work; and Schneider will follow suit for their additional controls cable to said dampers. JHG will then no-doubt pass these straight to NDY as it was their inadequate design that caused the issue.
Playing devil’s advocate; NDY will most likely say the reason additional smoke dampers were required was because Fredon, plantroom mechanical fit-out subcontractor, changed the layout of some of their AHUs in the plantrooms. And here’s the irony; why do you think Fredon had to change the layout? Correct; because NDY also poorly designed that area too.
In terms of project contractual relationships; JHG being the managing contractor have a very ‘thin’ level of management that sits above the subcontractors and consultants (see figure 3). This means that issues of communication, as in this example and many others where subcontractors need to talk to each other, have to be managed carefully – which unfortunately on this project, due to the ‘thin’ level of management, isn’t all that great.
Figure 3. Contractual Relationships.
Design Development
The issue discussed above should have been solved months ago. Remembering we are in the testing and commissioning phase and our remit is to conduct just that, but we have found ourselves having to develop the design first. We have had to set up a workshop to ‘war game’ a few example areas to; a) prove NDY’s Cause and Effect Matrix, b) add in any additional dampers as a result of fire and smoke zonal changes and c) ensure these additional dampers get the required power/controls to operate. Once the subcontractors understand how to develop the design (which still lies with NDY), NDY will then review and approve.
Testing & Commissioning
This will involve using the revised cause and effect matrix to test each and every fire and smoke zone across all levels; a pretty mammoth task. Without going into too much detail, the detailed fire engineer design report stipulates test methodology and what pressures we need to be within. As outlined in the report and from AS 1668.1:1998 The use of ventilation and air-conditioning in buildings – Part 1: Fire and smoke control in multi-compartment building; it states “positive pressure not less than 20 Pa and not greater than 100 Pa shall be developed in all non-fire-affected zones above the pressure in the fire-affected zone…”
The air-conditioning system and controls interface aims to achieve this pressure gradient by a combination of; stopping the supply air and ramping the extract/return air in the fire-affected zone (to create negative pressure) and then ramp the supply air and stop the extract/return air in the adjacent non-fire-affected zones (creating positive pressure). The 100 Pa maximum is stipulated to ensure doors can be physically opened by escaping occupants. Figure 4 shows an example of the fire and smoke zone drawings being used in conjunction with the subcontractor’s shop drawings to identify the location and type of damper in place and establishing, using the cause and effect matrix, if the actual as-built layout can achieve the design intent. This was a dry run of how we intend to run our workshop.
Figure 4. Fire and Smoke Zone Drawings and Subcontractor’s Layout Drawings.
Potential Issues
A number of issues can arise from the testing which I will blog about separately if and when encountered; if I’m not already on Phase 3 and here to witness them that is. Generally they will be things likes; can we achieve the 20 Pa min pressure drop across the fire zone doors? Can we rely on extract/exhaust alone to create the pressure gradient? This could be a requirement due to the outcome of integrated scenario testing where an electrical power failure has occurred, simultaneously with a fire starting. The back-up generator and UPS system will only provide power to essential and critical-essential supplies and not non-essential. Unfortunately, a number of the AHU supply fans are powered on the non-essential supply and so if lost to a power outage cannot play their part in zonal pressurisation. There will be other potential issues concerning building fabric air-tightness throughout the building but particularly regarding smoke walls that dissect a fire zone. These will have motorised smoke dampers but still require adequate sealing to avoid smoke spill. There will also no-doubt be other potential issues specific to certain areas of the building like staircase pressurisation and the like.
Writing a schedule that helps you get paid.
Safe in the knowledge that everyone will be too busy fawning after Mike’s baby…
I just reviewed the FtIG boiler project schedule, again. Now, on version 4, the contractor has lowered my expectations sufficiently that I am now focused only on the money. Their timings for installing pipe work are unrealistically short and everything appears to be on the critical path. These, though annoying, are their problem as the contractor is responsible to ensure there is no gap in service for hot water, heating or cooling within certain seasons.
So resigned to failure on the time side I have turned to look at the money. USACE pay for definable elements, rather than the alternative of paying for percentage complete on the whole job. From the pay reviews that I have conducted for the Waste Water Treatment Plant this appears to be a better form of holding the contractor to account for finishing up individual elements. By paying 98% of an element that isn’t quite finished it leaves a virtual snagging list in dollars. These are more likely to be completed by the next pay period rather than being forgotten until the end of the project, when especially if there is a staff turnover, they get swept under the rug. We will pay for stored materials but, it has to be a significant element, the contractor has to show ownership and we prefer if it at least in place. For this project the boilers and water heaters may come into this but certainly nothing else. Again, for the waste water treatment plant we have paid for stored materials for a $60k generator and a $130k pump set so that really sets the magnitude. I’d be interested to hear what everybody else’s clients’ are happy to pay for on that?
So what’s my issue with the FtIG values? I have two:
To me definable elements are like a product breakdown structure (PBS) and when it comes to pay time I want to be able to go to the element, look at it, tick a box and pay the contractor. This is not me being an idle box ticker rather ensuring that each element is well defined, and I assume this will help them with their sub-contractors. The FtIG programme has not been built from a PBS so I can foresee the arguments coming at pay time. The lesson from this is do a detailed PBS, even for a simple job, because it has ongoing utility beyond just being the start of a programme.
I remember Steve Payne hammering the PBS into us in phase 1 but this experience and if I had any doubt then it has gone. The issue of everything being definable is important too in order to communicate the plan to different people. I am, reasonably, sure that the sub contractor knows how to do this work, however they have not managed to communicate this effectively to the contractor who, in turn, has not managed to communicate it to me. I am sure this is a lot worse in the larger projects with more people involved.
Front loading. The contractor admitted before that the project was front loaded, we all laughed and I told him that we wouldn’t accept front loading. They went away and when version 2 came back it was worse rather than better. I am aware that the contractor requires cash flow. Working for the Federal Government cash flow is not a problem, however I need to ensure that if the contractor goes bankrupt that I still have the money left in the project budget to put the remainder of the contract back out for tender. The solution to us meeting a better agreement actually came from the contractor letting me loose on his values. I can’t pay them any less than the contract value, all I am doing is moving around what the money is tied to. I am sure there will still be more iterations required before we come to final agreement but it’s a start.
In terms of submittals, over here the Navy ask for a ‘schedule of values’ as well as a schedule (programme), but USACE ask for both as part of the same submittal: the schedule. I’d be interested to hear how others have seen this being asked for by clients? For checking on the client side I think breaking them out would be best.
Apologies for the lack of pictures, I have avoided putting the programme in as it is little changed from a couple of blogs ago, and looks pretty difficult to see on a computer screen.
Back in!
Finally finished paternity leave and spent the week trying to get back up to speed at BP; thought you might all like to see the new Francis, namely Matthew James (I hear you all say awwwwwwwwww). As you can see, he’s got my good looks. Once Ive got TMR2 out of the way, expect a couple of blogs which ive been meaning to write for some time.

When it rains…
About three weeks ago on a Friday it rained a lot and our site flooded. I’m not exaggerating when I say that most of the basement was under two inches of water. The tower crane bases all flooded and so the power was cut off to avoid electrocuting anyone just before the water reached the junction box.
About a week before we’d seen this coming and so devised a plan to use submersible pumps to cross pump water from the sumps into nearby gullies to get all the water to one place and pump it off site from there. All it needed was five 2″ pumps and one 3.5″ pump.
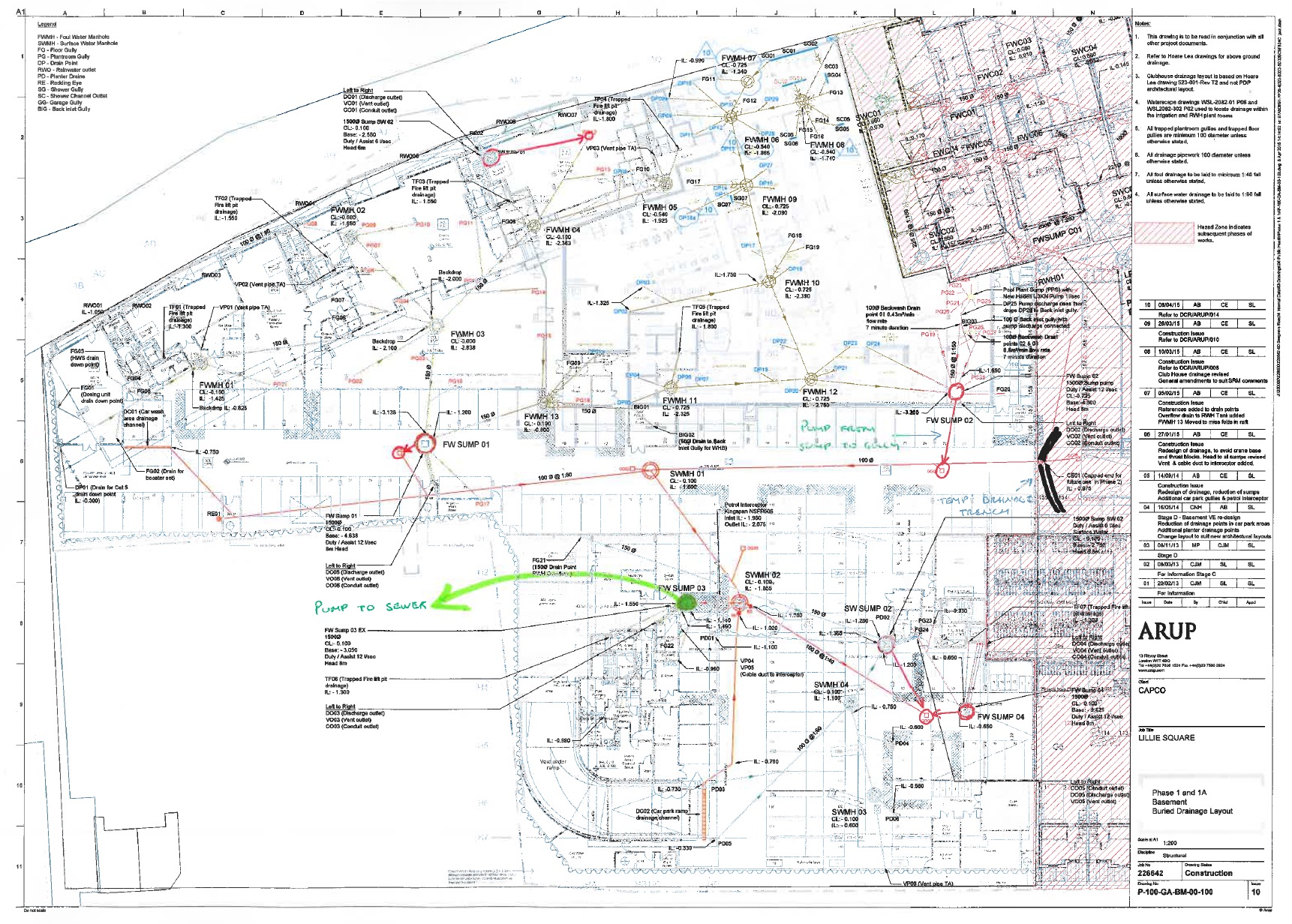
Despite me personally briefing this plan to the logistics sub-contractor and giving him a copy of the drawing he only had on site four 2″ pumps. It didn’t help that in my original plan I’d not considered two fairly important points:
- Podium slab penetrations. Incredibly I’d actually thought about this and still messed it up. I got out a drawing of the podium (ground floor) slab and ensured all the podium level service penetrations had been waterproofed. I even considered all the light wells and ensured that where up-stands in the basement were incomplete they were sandbagged to keep the water on the correct side. But I’d done it from a drawing. A drawing that didn’t show the massive holes in the slab that the tower crane pokes through! And stupidly I didn’t get off my ass, wander out onto site and have a look there. Thus the issue with the tower cranes!
- The ramp. Logistically, and unusually for London, our site is a gift! We’re currently developing about 20% of the old Earls Court exhibition centre car park. Leaving the other 80% for logistical space and offices and the like. We’ve then got a large ramp that leads from the log area to the basement level. What I’d failed to consider is that every drop of rain that landed on that car park made it’s way down the ramp. It was like Niagara Falls (see Brad’s blog for images)! We were simply unprepared for that amount of water flowing onto the slab in that location.


The Monday after “The Wettest day” the construction manager sent out an email detailing what addition measures were to be taken and by who. My job was to ensure the podium drainage penetrations were connected to the basement drainage system with the topside waterproofing removed and that the tower crane penetrations had sandbag bunds around them. I completed my jobs that week. Our services manager was tasked to put a trench across the bottom if the ramp to divert the water somewhere other than straight into the basement. He didn’t bother. I had noticed this by kept my nose out of fear of upsetting anyone. I get enough grief from my project manager as it is – he is very angry and for some reason hates me!
Fast forward to yesterday and on my way to work I read the news on my phone. I saw the headline “month of rain expected in 48 hours”. “Wow, that us not good news!” (Or words to that effect) I said aloud, much to the surprise of the old lady next to me on the tube.
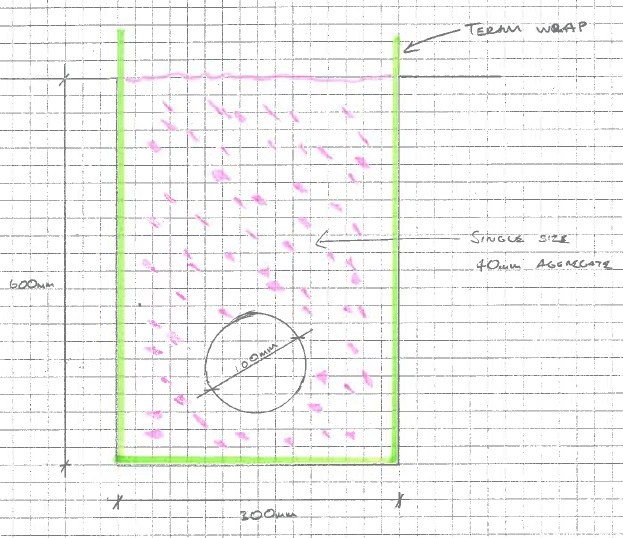
When I got to work I stopped worrying about offending anyone and just set about making it happen. I got a trench cut across the bottom of the ramp. I ordered some teram and 20/40 (aggregate sized between 20 and 40 mm – apparently getting single sized aggregate is pretty difficult these days!) to be delivered the same day. I got a plastic duct left over from installing the tower crane cables and had some holes drilled in the sides. I put the teram in the trench, stuck in the duct, back filled with the shingle and linked the end of the duct into the surface water drainage system that links phase 1 (our bit) to phase 2 (the bit the other side of where the ramp is).


So come the day of the biblical downpour and it hasn’t come. Sure it rained a bit about lunch time but nothing requiring us to put two of every trade onto a large boat (bar the QS’s who gave me loads of abuse for spending more money doing this than it would’ve cost to actually build an arc). But the system is working, the basement is dry and definitely has much more capacity than is currently being used. So I’m taking solace in the fact that it worked. It may not be pretty, it may not be high tech engineering, it may not have required a Microsoft Project printout on A1 paper, but it worked.
Lessons:
- Don’t do anything just off a drawing, get off your ass and have a look – my bad.
- You’ll still probably miss something anyway, so just deal with it the best you can when it happens.
- French drains work.
- Never trust the Met Office.
7 click central
Things aren’t looking so rosy in our principal M&E sub-contractors’ office. Their office consists of about 40 personnel and they’ve been on site since January, however, to date they’ve had 12 people leave the project (granted one was a death – natural causes) and a further 4 are ringing for a taxi. As I understand it this is incredibly high turn over and made even worse by the fact that SRW is a company that prides its self on normally having low turn over.
What’s the issue?
Its very simple – toxic leadership. SRW’s package is split into two halves – fit out (putting all the MEP kit in the apartments) and infrastructure (getting services from where they enter the building to the apartments). Each half is headed up by a director and both directors have a leadership style which leads a lot to be desired. This is resulting in the out flow of people. What is particularly worrying is that the flow doesn’t seem to be slowing down, if anything as the job is getting bigger and more pressure is being put on the flow is increasing.
What’s the impact?
The project is loosing some quality personnel, but even when an individual who isn’t particularly talented leaves there is still a loss of knowledge. The problem is further compounded by the state of the construction industry in London; between Battersea and Vauxhall alone there are over 5 major construction projects (that’s counting Battersea Power Station and it’s 3 current phases as 1). In short there are lots of jobs out there and a huge skill shortage to fill them. People who would have been section engineers are stepping up to fill package roles and package managers are becoming project managers. SRW are now struggling to recruit into the gaps they have in their organisation. A recent SRW vacancy at Battersea attracted 11 applications, but hasn’t resulted in anyone being placed. I’m not sure whether this is because there wasn’t anyone of a high enough calibre applying or whether the applicants got wind of the situation on site and decided to look elsewhere. SRW now have a significant number of gaps, which means that the work load of those that have stayed is increasing rapidly. This is causing problems in the way the works are being managed, increasing stress levels and will ultimately lead to more people leaving.
I’ve felt this first hand in the last week when I was engaging with SRWs commissioning manager about flushing a riser in order to bring on line temporary heating. It felt like the blind leading the blind – I’ve never commissioned anything in my life, but I felt like I had a better grasp of what was required than SRWs manager. Whether this is because he’s stretched in other areas or because he lacks experience I don’t know. Every question I put to him went straight to the trade contractor with no value added. I’ve also had to review the RAMS for this process this week, which was a painful experience. Again the paperwork has come from the trade contractor. SRW have signed it off as status A, which means it is absolutely faultless in their eyes. This is utter rubbish, it’s status C at best, which means it needs re-writing.
Every cloud has a silver lining
We were supposed to be starting flushing on Wed next week. I’m currently struggling to get drainage sorted for this activity, which means I was staring straight down the barrel of a delay notice. Fortunately for me SRW have only just (yesterday) submitted their RAMS. So I can contractually take 10 days to review the paperwork before telling them its crap and getting them to resubmit; SRWs half hearted effort checking their trade contractors paper work has saved my bacon (presuming I get the drainage sorted).
Once I’ve got TMR 2 out of the way I’ll hopefully provide an update on where we are with the flushing – I’m sure you can’t wait!
Oz PCH – Chilled Water (CHW) Pipework Flushing.
Introduction
Usually once all CHW pipework has been installed in all plantrooms and throughout the whole network this is when the commissioning process of flushing and cleaning commences. However, on this project Central Communications Room 2 (CCR2), which houses all the communication equipment and creates a large heating load, was required to be switched on early. Therefore the heat load required to be controlled and cooled so the decision was made to use the intended CHW system to do this; however, there were a number of plantrooms still under construction with incomplete pipework. The work around was to shut off the isolation valves from the lower basement to the rest of the building and using the intended CHW main pump room (plantroom 10) flush and clean that part of the pipe network. This meant that we could then open up the isolation valves from the Central Energy Plant (CEP), which provides CHW to the entire Queen Elizabeth II Medical Centre (QE II MC) site, and provide the CHW required for CCR2.
So What?
In doing this and maintaining the CHW from the CEP through plantroom 10 to cool CCR2 it meant that when the remaining plantrooms and CHW pipework was finally installed that part of the network would have to be flushed and cleaned separately to avoid contaminating the lower basement pipework that has already been cleaned and is operational but more importantly avoid contaminating the CHW system from the CEP which also feeds the rest of the QE II MC site.
The Solution
It wasn’t possible to shut down CCR2 and so the only solution was to flush and clean the remainder of the network in bit-part fashion – not ideal or the way it should be done. Why? Because it meant that we could no longer use plantroom 10 main pumps and instead had to get the subcontractor (Fredon) to use a stand-alone flushing rig (with its own pump set). The intention would be to flush and clean each plantroom separately back to the point of the lower basement isolation valves.
The Issue
The first plantroom to be flushed (plantroom 7) was set-up with the flushing rig and ready to go when disaster struck. The armoured flexible coupling from the rig to the pipework had an epic fail and flooded the plantroom. Fredon informed us that the flexible hose burst off the flanged collar under the pressure (3 bar) and volume of water. BSIRA guidelines state:
The specified minimum flushing velocity should be that indicated in the table (figure 1), or the design velocity plus 10%, whichever is the greater. The flushing velocity must be selected based on the largest pipe size in the system or circuit to be flushed.
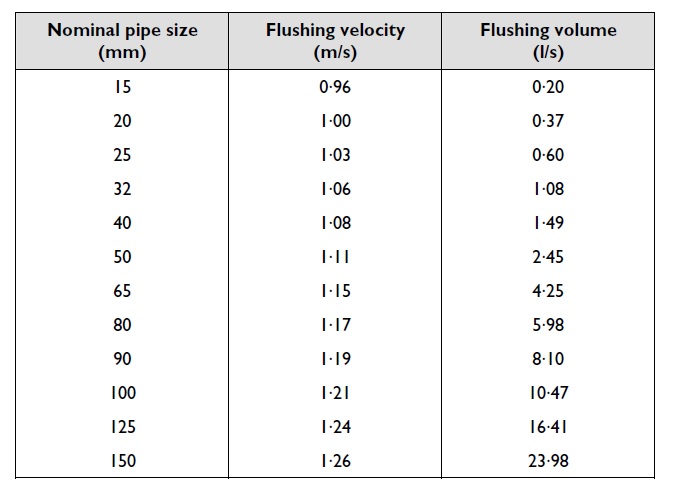
Figure 1. Minimum water velocities required to move 5 mm diameter steel particles in horizontal medium grade steel pipework (BSRIA).
So for a pipe diameter of 150 mm the flushing velocity should be 1.26 m/s with a flow rate of 24 l/s to flush out a particle size of 5 mm in diameter. The test rig was actually set at 27 l/s which equates to 1.42 m/s (at 150 mm pipe) which is over the velocity in the figure 1 table. Figure 2 shows the flushing rig and figure 2 the rig’s flanged connection end and butterfly isolation valve.

Figure 2. Fredon’s Flushing Rig.

Figure 3. Flushing Rig Flanged Isolation Valve.
Fredon say that the two securing bands (like a large jubilee clip) must not have been tight enough as supplied by the hose manufacturer and under the weight and pressure of the water bust it off the collar. You can see the collar in figure 3 (circled red) but the hose had already been removed from site to be tested where it can’t do any more damage. Fredon gave it another go, after tightening the bands, but it popped off again. Their solution was to use a ‘hard’ coupling using 200 mm diameter copper pipe (figure 4). This removes the flexibility and ease of connection to the rig and means that until the flexi hose is proved fit for purpose every plantroom will most likely need a separate set of copper coupling dependant on the network connection outlet heights and accessibility – hence the preferred flexi hose method. Figure 5 shows the network connection flow and return points reducing from 200 mm rig pipe diameter to 150 mm system pipe diameter.
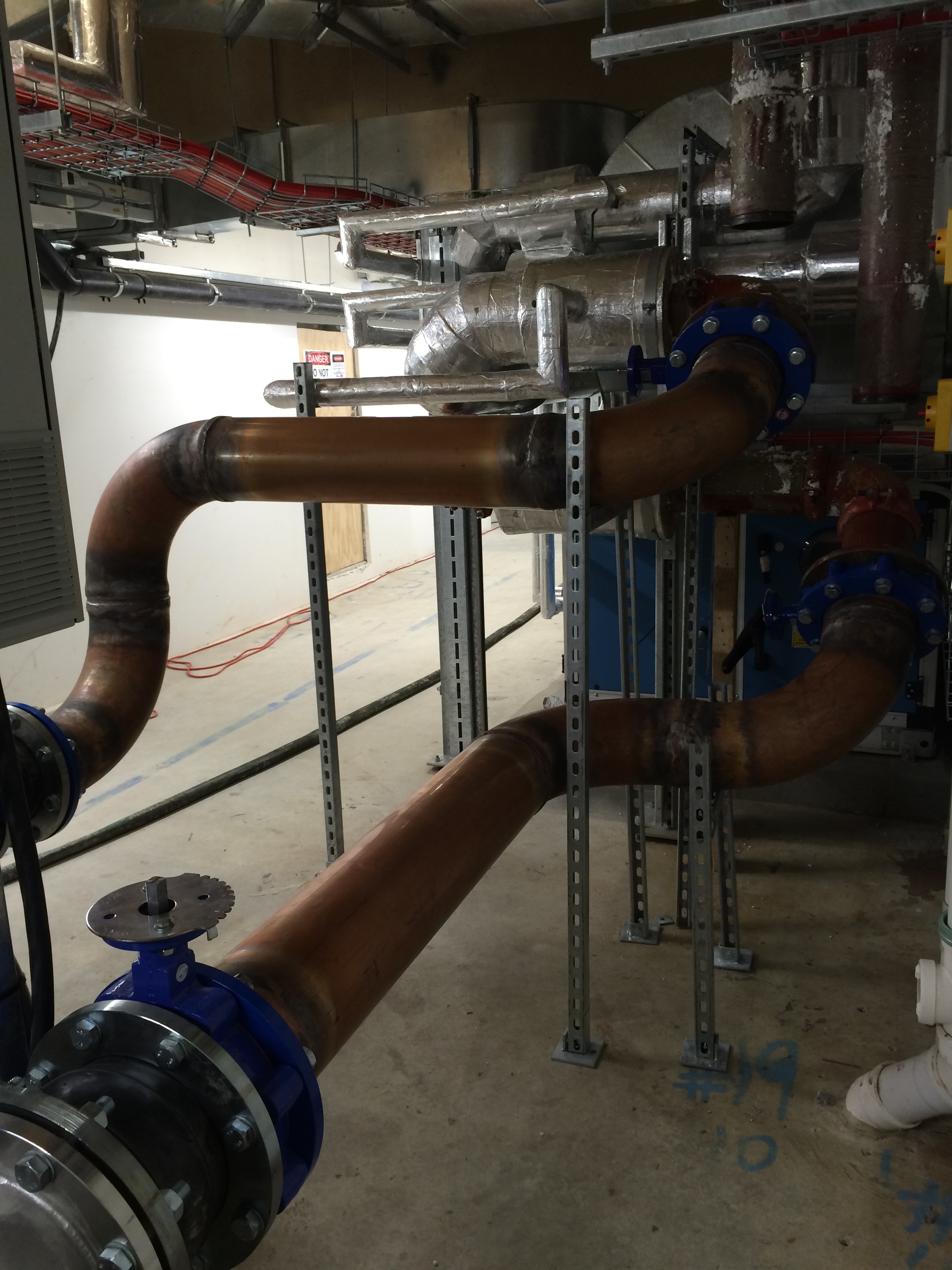
Figure 4. Rig Hard Copper Coupling.

Figure 5. Plantroom Network Connection Points.
The Damage
Figure 6 – 8 shows the damage caused from the flooding. It doesn’t look like much but water being water will find its way into every gap possible. To add insult to injury the plantrooom floor hadn’t yet been sealed water tight so water ran between the gaps where, ironically, the drainage pipework stacks are fitted into the concrete slab and came through to the ceiling of the level below damaging some ceiling tiles and insulation.

Figure 6. Plantroom 7 Water Damage.

Figure 7. Drainage Stacks.

Figure 8. Tundish Drainage from AHU.
Additional Potential Issues
There are also potential issues of someone accidently opening an isolation valve between a plantroom and a riser feeding into the lower basement circuit and therefore, if not flushed will contaminate the CEP.
A second order affect is the Floor Control Rooms (FCRs) which house some IT infrastructure. They aren’t operating at full capacity yet so only a small percentage of the heating load is being seen. Due to this small load these areas still need to be kept cool and so the FCRs on the floors that have CHW supplied are flowing through Fan Coil Units (FCUs). The issue is that because the BMS is not yet fully operational the motorised control valve fitted to each FCU cannot be adjusted. And even with the double regulating valve of each leg manually turned down to the minimum setting the CHW in the FCU is around 6 ºC. So What? This is causing condensation issues where the temperature in the FCR is getting close to the Apparatus Dew Point (ADP) of around 14 – 15 ºC and compounded by the high humidity as the external façade hasn’t been installed in that area yet. This will only get worse when the outside temperature begins to rise and cause an even greater ∆T between the FCR and outside. The condensation could build to the point where it forms bigger water droplets and drips onto the IT eqpt thus potentially damaging it. Therefore this requires swift resolution; most likely in the form of either getting the BMS up and running or introducing temporary heating.
Conclusion
At the heart of both of these issues was commissioning the CHW system in bit-part and not all off the main pumps in one go. However, it was deemed more important to get the CHW system partly operational to cool CCR2. I would have thought another way of providing cooling could have been done through temporary FCUs placed in CCR2. Another conclusion is that floors should be water sealed prior to any pressure testing or flushing in order to limit damage caused by potential leaks. This issue also highlighted that there should have been localised bunding put in place like there is in other plantrooms. Consequentially Fredon’s flexi hose failed its off-site pressure test and so they have continued to use the copper hard coupling throughout the remaining flushing of plantrooms across the project.
A small commercial conundrum
In my quest to get works in thermal plant rooms underway I’m still chasing down builderswork interconnections that have been missed. In order to get the works underway a simple instruction is requied, which is easy to get from the blockwork-package QS. It’s him that who makes the decision as to who will cover the costs for the remedial work, but I had to provide the background information as to what has happened. In this instance the requirement was for 3 no holes to be formed in a blockwork wall which were missed at the time of construction due to the blockwork contractor (Swift) not having the information at the time of construction. The issue is complicated slightly by the fact that the BWIC details have subsequently been revised. The timeline of events is as follows:
03 March 15 – SRW issues BWIC information to CCL, drawing revision is C01.
02 June 15 – Swift start constructing blockwork in thermal plant room 12.
05 June 15 – CCL issue CO1 revision BWIC information to Swift (our informaiotn management isn’t exactly great, but that could be a completely seperate blog).
09 June 15 –Swift complete blockwork in this area, BWIC formed on one wall, but 3 missing on another wall.
02 Jul 15 – SRW issue CO2 version of BWIC information to CCL. Hole location does not change, but size does (increases).
05 Jul 15 –CCL issue CO2 BWIC information to Swift
I ran this by an MEP QS prior to submitting it who was unable to shed any light on who would pay. I’ve had the instruction issued and the work has been carried out, but I’ve not had the opportunity yet to discuss the matter with the blockwork QS for my education. In my mind the CO2 revision would have caused Swift to have to carry out the work anyway and the differenct between knocking out 2 blocks and blocks is minimal so SRW should bear the cost (which will be trivial). Thoughts?
