Archive
Oz PCH – Knock-on Effect Issues
Diagnostic Imaging Unit (DIU)
I’m going to discuss an issue (small relative to the majority seen) but one that highlights a good example of the knock-on effects of last-min (late) design change.
The DIU houses the imaging equipment found in most modern hospitals the biggest pieces being the Magnetic Resonance Imaging (MRI) scanner. Here there is one to be installed with a further two areas completely fitted out (inc all control equipment etc) to be installed for future use. One of these future pieces is to be a Position Emission Tomography (PET) MRI scanner. PET is used when searching for cancerous tumours predominantly in the head, brain, neck and prostate and gives clinicians vital info like metabolism or physiology of the tumour. So, when coupled with MRI (used for soft tissue imaging like a CT scan would but with the added benefit of not exposing the patient to ionising radiation – important in paediatric oncology) it allows a key advantage over pure PET alone as PET is not capable of accurately assessing the local extent of the primary tissue in certain locations of the body like the head and neck, whereas MRI can (HealthPACT, 2012).
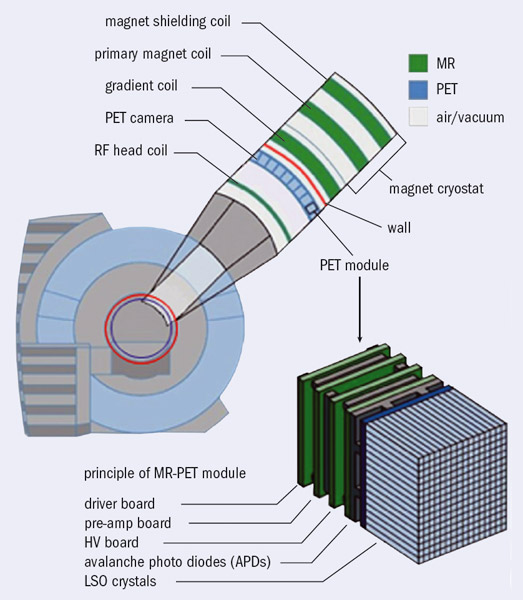
Scanner Construction.

Siemens PET – MRI Scanner.
Architectural Design Issue
The DIU was originally designed (by the Architects BCJH) to be located on the ground floor but…and I can only presume due to lack of stakeholder engagement even though BCJH are an amalgamation of specialist hospital design architects so should know better, that particular area was right above the upper basesment car park as the red dotted rectangle (PET MRI room) depicts below when comparing both ground and upper basement floors. The blue dotted rectangle being the new location sufficient distance from the car parking spaces below.
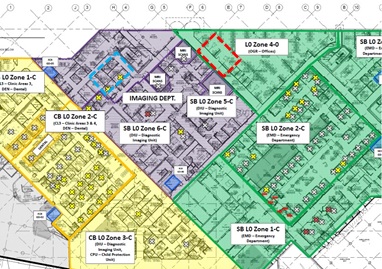
Ground Floor – DIU dept shaded purple.

Upper Basement – Carpark in shaded green.
The issue is that each MRI room emits a large electric field as a result of the MRI technology using super strength magnets. Due to the design of the magnets, being symmetrical, the electric charge produced, found using Gauss’ Law as the below pic shows, creates some very serious problems. In simplistic terms the electric field is so great that there are limits to the proximity of moving (dynamic) metal objects in order for the scanner to work correctly and not have the metal objects causing discrepancies in the scan results. So you can imagine the surprise when the clinical technicians (stakeholders) found out about a carpark full of potentially huge dynamic metal objects right beneath their scanners. The Gauss Field seen in the pic below isn’t of the PET MRI room but of another MRI room for illustration purposes – the 0.5 mT (red field line) is the one that can affect humans and metal objects (like people walking past with a pacemaker fitted) and so is the one that must be contained in the Faraday cage. As a rough comparison your standard vacuum cleaner (generally emitting the highest magnetic field strength of any appliance found in the household) gives out 0.13 – 2 µT at a distance of 1m away vs a MRI scanner giving out 10 – 20 mT at 1m away. The MRI scanner being x 103 (1,000 times) higher but the exposure time of the MRI scanner is seconds versus minutes when operating a vacuum cleaner.
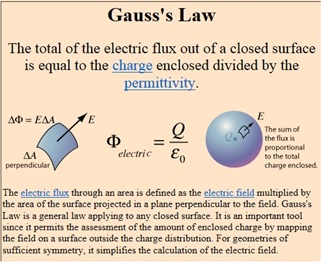
Gauss’ Law.
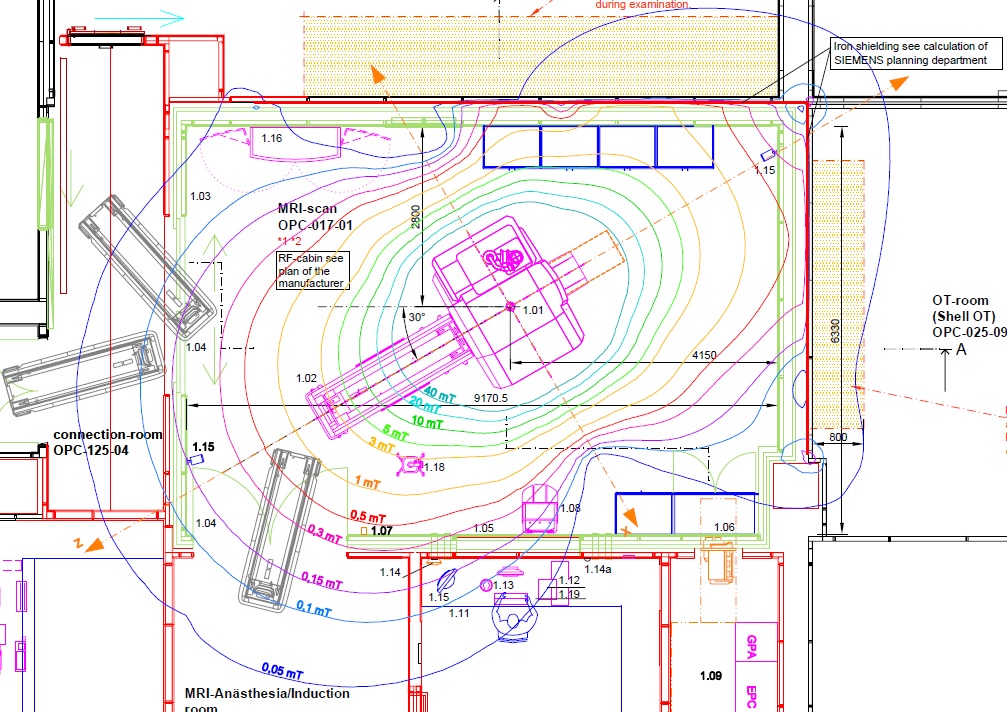
Gauss Field of MRI Scanner.
To reduce the effects of the Gauss field a faraday cage is constructed made of copper sheeting that is attached to the inside of the room via wooden battens and acts as a ‘force field’ surrounding the MRI scanner (charged particle) by basically conducting the charge thus stopping it spreading any further. However, the charge creates high levels of electromagnetic radiation which are potentially harmful and so a skin of silicon steel sheeting is attached to the outer side of the wooden battens in order to stop it. This construction is the same all the way around the scanner with the only slight difference being how it is placed into the floor. The pic below shows the set-down (72mm cut-out) in the concrete slab where the 6mm silicon steel sheets are placed followed by 19mm particleboard acting as a divider before the copper sheeting is added. Finally a 16mm particleboard, a 12mm particleboard and a 3mm vinyl sheet flooring are added coming up flush to avoid any raised edges in the finished floor (required for trolley wheels and eliminating as a trip hazard).

PET- MRI Room showing Set-down in the concrete slab.

MRI Room showing the Copper Faraday Cage.

MRI Room showing the Silicon Steel Sheeting from the outside.
So although the faraday cage should stop the electric field getting out there are still obviously key technical design reasons why you don’t want it sat on top of tens of tonnes of metal cars moving around causing dynamic interference. This could be a good technical TMR topic, something like ‘what technical considerations should be investigated in the design and construction of a MRI room in a hospital and what design provides the best protection’?
Solution
A very expensive complete department move. Due to the functional interoperability of the department you couldn’t just relocate the MRI rooms per se but the entire department. The DIU is still on the same floor but now moved away from any potential dynamic mass of metal. Contractually JHG have put in a claim to the architects as moving the whole department has/will cost $ hundreds of thousands.
Knock-on Effects
Apart from having to redesign the layout of that particular area of the floor, including the requirement to fill what was going to be a source of natural light through an architecturally pretty glass roof will concrete, other building services issues arose.
The BIM federated model below shows part of the PET MRI room. The orange rectangle is where a partition wall is yet to go up that divides the scanner room to the left and the electronics room (red dotted rectangle) to the right. In here the larger green box in the enclosed walls houses a Fan Coil Unit (FCU) for that floor area, the smaller green box is the dedicated cooling unit for that electronics room and the red piping/blob (barometric damper) is the pre-action fire suppression sprinkler system which had to change from a normal automatic wet sprinkler system so as to avoid potential water damage to the PET MRI scanner (approx. $2 million) meaning the barometric damper could not be put in the actual room due to the faraday cage.
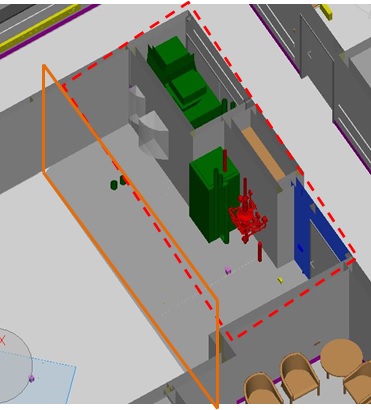
BIM Federated Model of PET – MRI Room and Electronics Room.
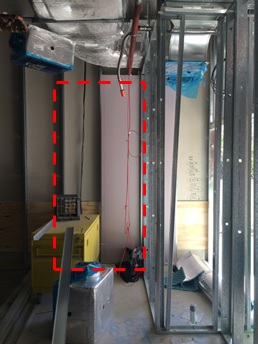
The on-site photo below (taken from the edge of the partition wall) shows the internal framework of the surrounding walls – you can make out the FCU compartment (dotted red line) and the ductwork, insulated supply (blue arrow) and extract (red arrow).

Electronics Room showing FCU location and ductwork.
The issue is that Siemens need to install their electronic equipment in this room (including the electrical safety working zones required) and are fighting for space even using the partition wall (orange rectangle). What’s making the situation worse is that FCU has been installed 180 degrees round the wrong way making the inspection/maintenance access doors completely redundant and requiring extra door panels on the inside of the room as seen by the grey arcs depicting the swing radius of the two inspection/maint panels in the BIM model above. Below shows the original FCU access doors and the main room door which is now planned to be outward opening (into the corridor) and moved round the corner.
Electronics Room – Corridor View with current door location.
The proposed new door location, shown below (red dotted line not to scale) will just fit at 1m in width.
Proposed new door location.
The obvious solution would be to turn the FCU round by 180 degrees so the inspection/maint panels marry up with the access doors however as shown in the model below and first photo the supply and return ductwork is already installed and there is no space or desire to change as this would be costly. Siemens have now been tasked to detail exactly what wall space they require for their equipment in order to resolve the issue.
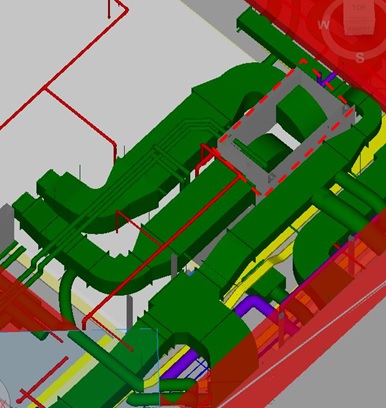
BIM Model of Ductwork in ceiling space.
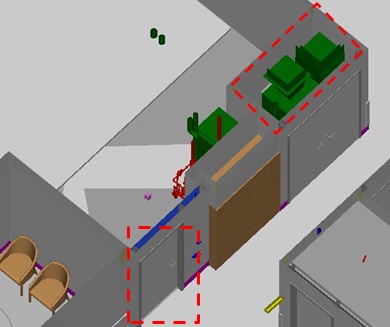
The below annotated dwg is the proposed solution for Siemens and we are awaiting their final decision. Note the faraday cage (dashed green line around the perimeter of the scanner room) and in the electronics room the green boxes are the location of equipment with the orange boxes being the safe working zones so you can see how tight it is. Also, the shaded green boxes are the space gained by relocating the door round the corner so Siemens should be satisfied.
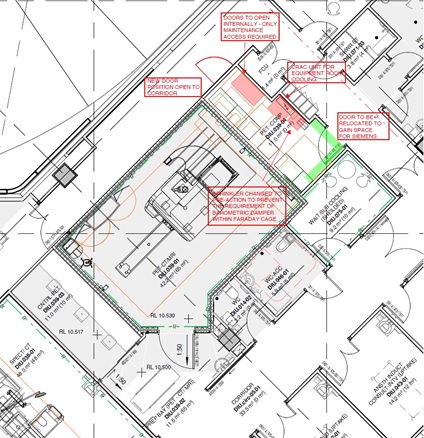
Shop Drawing of relocated electronics room access door and FCU maint doors.
HSE and Quality Control
This blog aims to explore some of the issues associated with working with subcontractor who have little experience working for a Tier 1 contractor. It will look at a number of examples that have come to light recently on site, relating to both quality control and health and safety.
In my first blog (20 Apr 15) I mentioned the fact that one of the risks identified by John Holland (JH) was the use of subcontractors not accustomed to working with JH procedures, this has now begun to be an issue on site. The first case was highlighted in the previous blog and involved the rejection of too loads of concrete due to the lack of an adequate Inspection Test Plan (ITP). The impact of this was a two week delay on the program for the first greenhouse and it contributed to 25% wastage of concrete (the decision on who is to pay for this is still to be confirmed). The delay was caused by the failure within Van der Hoven (VDH) to agree what standard the structures were designed and constructed to and thus what tolerances had to be used. This led to numerous conflicting tolerances, some of which the construction force were unable to meet. In the end the ITP was developed by JH and given to them in order to progress works.

Pillar Foundation – Yes the hair pin is supposed to be in the centre

Wall Foundations
Further issues have now arisen relating to the welding procedures used by VDH. Hot water is supplied to the greenhouses to provide heating and is supplied by a series of insulated pipes, each greenhouse requires around 1800m of pipe which is supplied in 8m lengths and is welded together prior to getting lowered into the ground. The welders were brought in from Holland by VDH and started to work onsite on 27 Apr 15, with no notice given to JH. When questioned about this no ITP, welding procedures, proof of qualifications or hot works permit were produced, so JH was forced to suspend the works. On further investigation only one of the welders was able to provide his qualification certificate and this had expired. VDH then insisted that the welds were being done to EN13941 Class A standard. Part of this standard requires that the all full penetration butt welds joints are radiographed, when asked to produce the results of these tests VDH were unable to. In the follow on discussions it transpired that VDH were not testing the joints because they knew they would not pass; but it was ok because the welders have done this many times before and they rarely leak.


Insulated Pipes – In welding position and in the ground
The JH PM on site made the decison that in order not to cause further delays the welders could continue, but they were to produce a sample joint that was to be tested using magnetic particle inspection in Holland. This came to a head last week when the welders left site on leave and failed to return, preferring to stay in Holland where they can get guaranteed work and not be required to produce tests samples. Now VDH are in the process of recruiting a new team, with the correct qualifications in place, but clearly this is going to have an impact on time.
Van der Hoven Response
VDH are used to constructing greenhouses; they have a vast amount of experience across the globe but to date have worked directly for the client, usually a farmer. Therefore they are not used to working for a Tier 1 contractor such as JH and it is clear that their organisation is not able to cope with these additional demands. The VDH project team is currently split, with a PM and quality controller based in Holland (where the majority of the component parts are being manufactured) and a second PM in Australia. So far the PM in Australia has taken the majority of the blame for the issues on site; the first was a VDH employee who was sent back to Holland, the second was an Australian who was fired, and the third is another Australian, who took over last week. It should also be noted that the quality control role was implemented at the request of JH, as was the site safety advisor, prior to this there was no single point of contact for either within VDH.
John Holland Response
JH is also adapting as an organisation, on this project there is no organic workforce and JH is primarily managing subcontractors. The JH approach so far has been to give VDH as much support as possible both in terms of quality control and on site management. This has involved the preparation of documents as well as running workshops with individuals on site and via teleconferences. However this clearly comes at some expense in terms of time and resources to JH and so cannot continue for the next 12 months. In addition so far this approach has had limited effect and with future work activities including trenching, welding at height and the fitting of glass from raised platforms, it is an area that needs to be addressed urgently.
The Way Forward
The question is how do we now move forward? Should JH continue to produce the documentation for VDH or do we risk becoming a self-licking lollipop organisation? VDH are fully aware of what needs to be done in order to complete the work satisfactory to JH standards however they continually fail to do so. Is this a conscious decision on their behalf? I’m not sure, the amount of work it generates for both us and them makes me think not. But then again could VDH be lining us up for a massive VO or EOT claim, despite the contract clearly stating they must conform to JH procedures.
From my limited experience dealing local employed construction forces (by limited I mean watching via UAV feed as contractors tried to repair Bridge TOM at the same time as civilians were using it) and from Daz’s presentation on construction in Kenya last year, I imagine that many of the themes in this blog resonate with how construction is carried out in the military environment and will therefore become issues for all PET officers in the future.
Weekend Activities
I had a long weekend off a few weeks ago and decided to take the family to Port Lincoln, which is about 4 hours south west along the coast. The town is famous for sea food and diving with great white sharks, the latter of which I got the chance to experience and can recommend to you all.
Last Sunday I came in to work to work on TMR 1 away from the distractions of home: instead I ended up rounding up cows that had strayed on to site though the perimeter fence and were in danger of wondering into open trenches.
This weekend I took the trip to Adelaide about 3 hours south east, and took the opportunity to go to Ikea (hey!!).
