Archive
4/5th PWRI Flowline Update
So…… it’s been a while since my last blog, for two main reasons. First, priorities and second, any blog would be a cut a paste of my last blog, since the same issues with material and ops support have been a recurring theme. That being said, I thought it was time for an update;
Situation
The 4th & 5th PWRI flowline is coming towards the commissioning phase but there are still issues cropping up. The materials are all sorted, although Ops Sp issues remain, and will always be an issue. I have summarised further problems below;
Power Tie in
The diagram below shows the extent of the electrical work that has been carried out.
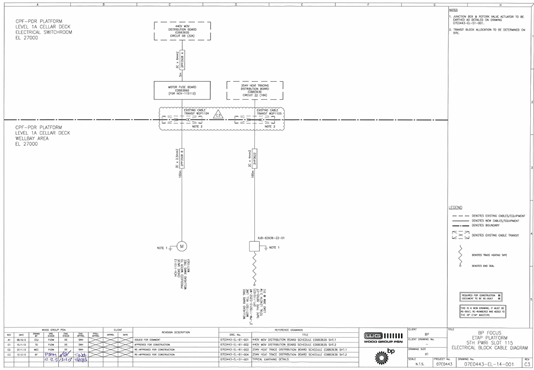
As you can see a fairly simple scope, with just trace heating and the choke Motor Operated Valve (MOV) to be tied into their respective DBs. Unfortunately when the elec techs went to tie these into the DBs, it was identified by the platform that the cabinet could not be isolated as it removed the ability to remote operate the rest of the choke valves. The following options were considered for the MOV tie in;
- Isolate the DB and have an inst tech with a radio standing next to the choke valves in order to manually operate as required. A risky option as control would be minimal and delayed. This was not considered further.
- Tie into alternative DB. Nearest DB is some distance away and it is unsure what it currently powers. More material would be required, a workpack change would be required and an investigation would be required to understand what it powers. Not considered further.
- Do nothing and wait for the next outage. This would have significant cost implications, since the rate of PWRI is limiting hydrocarbon production and is relying on the 4th and 5th in order to increase. Not considered further.
- Do nothing, but run flowlines in manual, and trim using PWRI flowlines 1,2 & 3. MLCOA.
Decision. Option 4 was chosen as the MLCOA, but requires buy in from everyone involved. It will be necessary to carry an A(Qualified) ‘punch list’ item through System Handover (SH-1), which is not really the norm and makes people twitchy, as it has been known for punch list items to be forgotten about. It also required a growth request to be submitted to get the extra work into the outage in Apr, which is already over booked.
The same issue exists with the trace heating, but an alternative DB has been identified as a temporary solution, until permanent tie in during the outage.
Instrumentation wiring modifications.
18 months ago, ABB carried out modifications for this project, specifically software upgrades and patch wiring modifications in order to get the instrumentation signals from the transmitters to the control room. Two weeks ago, we went into the cabinets to terminate the instrument wiring to find that the modifications had not been completed. See below.
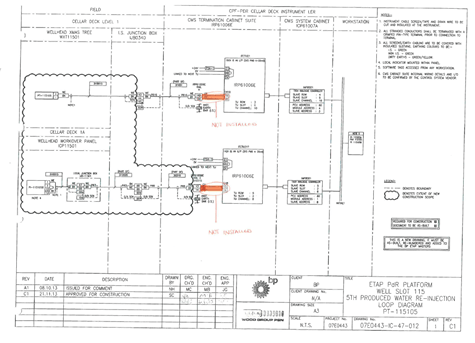
As you can imagine, there were a few phone calls and finger pointing from both sides, but essentially they hadn’t completed all what there were supposed to have done. That then turned into 2 weeks of us trying to get them to commit to dates and availability, but them not doing anything until a PO had been raised to pay them, which takes time to generate and required ABB input, which they were also dragging their heels about. Of course the discussion about why we are paying them again to do something they should have done is a different discussion. We now have someone offshore to complete the mods.
Literally as I type, I have just received an email which states that the mods required would have to be done in a shut down due to the other wiring in the cabinet. This is significant, as the chances of commissioning and putting into service the flowlines now is almost certainly impossible and will have a financial cost of c. $100k a day in deferred production.
Of course there will have to be an investigation as to why the work wasn’t carried out in the first place, I’ll let you know the outcome.
Pipe support clash with Line of Sight gas detector
A few weeks ago it was identified that there was a clash between a pipe support spring can and existing pipework which is part of the deluge system. This required a re-design of the pipe support and was moved 90mm to avoid the clash. Shortly after, it was identified that it now clashes with a LoS detector system which picks up gas leaks in the well bay, which is quite important.
It has been painful, but there is now a way forward by moving very slightly the LoS detector. This took a week to resolve and discussions with a whole host of people to get acceptance which didn’t require a separate Management of Change (MOC) procedure.

Summary
This project continues to throw up issues, which take a significant amount of time to resolve. There are of course a few questions that need to be asked;
– Why was the ABB work not completed as thought?
– Why has it only been identified now that the DB and cabinets can only be worked on during an outage
– How was a piping clash not identified in the design phase?
I will keep you posted, as the significant cost implication will cause a fair bit of noise.
NLE – Battersea Station
Last time I spoke about the project in general so here is a bit on the detail of the project, specifically the Battersea site of the NLE (Northern Line Extension).
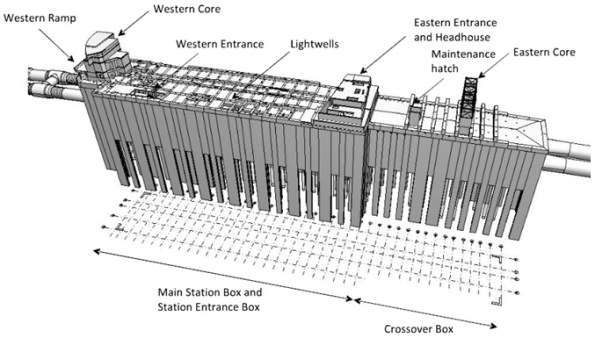
Station and Crossover Boxes
The whole Battersea site simply splits into two boxes. The Station Box is the bigger of the two and is where the majority of the station is going to be situated. The crossover Box is smaller (about a third in length) but still as deep. This box is simply allows the trains to cross from one side of line to the other before it pulls into the station. The Crossover Box is also the launch and access box from where the TBMs will be dropped down and also act as the area to dig out the launch tunnels.
The design for this is essentially Ex Cofferdam on a much bigger scale, just replace sheet pile walls with Diaphragm Walls. Although the D-walls themselves are being constructed inside a 5m sheet pile wall secondary cofferdam. The D-walls vary in panel width (2.6m to 4m) by 1.2m and are saw toothed (see picture), essentially because the shorter ones are as deep as the bottom slab and the longer panels which are 60m long are mostly end bearing onto the layer of Thanet Sands. More on the Thanet Sands another time.
Tunnels
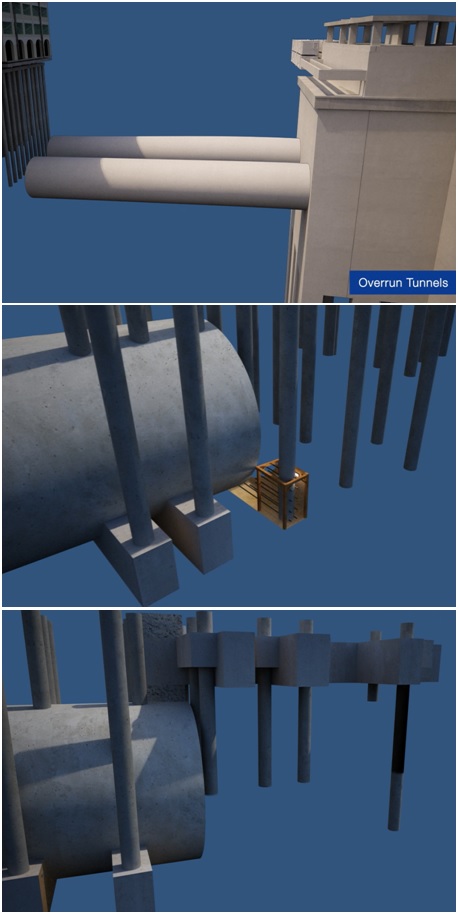
The tunnels are relatively self explanatory except for the bits that won’t be done by TBM. The first 200m on the East side (TBM launch tunnels) and about 200m of over-run tunnel on the West side will be dug manually (well mechanically but not by TBM) and then spray lined with concrete. The over-run tunnels are quite interesting as these are apparently part of TfLs plan to secure a future extension to Clapham Junction (no present funding available). These overrun tunnels will go through the pile foundations that the Battersea Cats and Dogs home.
There is cunning plan to dig up to the piles and prop around them/ tie them together in a move that the NLE Construction Manager admitted to me “will most likely break all the windows in the building”. Though they did get a massive extension that triples their space to keep them happy. The following pictures are a bit of that sequence from a video that shows the process.
Muck Conveyor
Finally worth mentioning the much conveyor which has been installed to allow muck to be carried away by barge. From a cost point of view it the £16 per tonne compared to around £300 per tonne by road seems an easy decision but when you factor in the £5 million initial cost and maintenance of the conveyor over the length of the project it nearly breaks even. But it does save hundreds of road moves through London which goes a long way to reduce carbon emissions and keep the locals happy. At present the conveyor is loaded from a muck bin and we are moving about 1000t a day. Eventually the conveyor will extend to the bottom of the crossover box and will connect directly to the back end of the TBM running 24/7 (about 4 barges a day).


The project to date
As we speak, Cementation Skanska (principle sub-contractor) are about 2 weeks away from finishing D-wall construction in the crossover box along with a few weeks of rotary bored piles in the centre (1.8m to 2.4m in diameter). Cementation Skanska are very much on the critical path and will be handing over parts of the box to us (FLo). So where as so far the pressure and risk is somewhat on Skanska it will soon shift to us to prep the crossover box for the TBMs. As I have quickly learnt, anything linked to the TBMs are pretty much on the critical path.

Hydraulic Modelling
I came across a reference to some software called EPANET the other day in a design report. Having done a little digging to find out what it is I thought it may be useful to the other E&M’s (or Civil’s) out there. It allows the modelling of water distribution piping systems, including junctions, valves, pumps and storage. As well as doing the standard hydraulic checks based on Hazen-Williams, Darcy Weisbach or Chezy-Manning formula, it can do model time based movement through the system allowing the modelling of residual chlorine amongst other things. It sounds impressive and what’s more it was developed by the United States Environmental Protection Authority, so its free. I haven’t had the chance to experiment with it yet, but it has apparently been used quite a bit on some of the Melbourne Water projects by various members of the KBR team.
http://www.epa.gov/water-research/epanet

Paradise Circus, Birmingham
Welcome to Paradise
On the 22 February I started work with Carillion PLC on the Paradise Circus Demolition/Construction in Birmingham.
The development scheme involves the transformation of 17 acres at Paradise Circus in the heart of the city centre. The £500m development is being brought forward through the joint venture company, Paradise Circus Limited Partnership (PCLP), a partnership between Birmingham City Council (BCC) and BT Pension Scheme, managed by Hermes Real Estate with Argent as development manager. In addition to the developer other interested parties include Amey who maintain the A38 Queensway Tunnel on behalf of BCC.
The project is currently in the Phase 1; primarily demolition of the RC concrete structure of Library and office buildings. Phase 1 also includes some large bore piling, up to 1200mm and the construction of a podium deck car park. This will be the platform for future development (contracts that Carillion are highly competitive for at the moment, but have not been awarded). The future development aims to bring over 300,000 sq ft of grade “A” office space to Birmingham City Centre.
Area in blue includes the 17 acre redevolpment and road improvement scheme
Demolition of the main building, the reference library, is primarily being completed through use of a high-reach excavator. This plant weighs in excess of 1600kN with the potential to put a very large point load on the ground beneath.
I have been tasked with the monitoring of the A38 (Queensway bypass) that passes under the site through a combination “cut and cover” and bored tunnel. The majority of the tunnel has a precast pre-stressed inverted T-beam roof. These are infilled with concrete and laid edge to edge.

Demoliton zone – Red; A38 Queensway tunnel – Blue
There is a concern that the high-reach excavator is too heavy to use in proximity to the tunnel. To mitigate the risk of the plant load, the site has been divided in to zones 1-4. Zone 4 not requiring a specific RA for the tunnel, down to Zone 1 which needs a full RAMS and approval from the BCC Engineers. Zone 1 is above the tunnel or within a 45 degree angle from the base of the tunnel.
Trigger levels have been set by theoretical modelling of the tunnel. Remaining capacity of the T-beams is calculated and the Red trigger level is set around 80% of the ULS (evidence of this is assessment is elusive). Monitoring has been installed in the tunnel and the normal deflection pattern established (this is over a 2 week period, but I cannot seem to find any evidence or analysis of this). Interestingly – or not – the normal pattern of life seems to move the tunnel through twice the deflection that has been set as the Red trigger level. This has resulted in the Section manager and project director receiving upwards of 300 alerts last week alone (I haven’t received my work phone yet so I’m dodging that bullet at the moment). The tunnel hasn’t collapsed…yet.
A load test is being conducted on the inverted T-beams to test the theoretical model. Type 1 Aggregate is compacted in layers over the course of 4 days. The first three days, 2 layers are compacted with two layers of 150mm compacted on day 4. Each morning a materials technician from Environmental Services Group (ESG) carries out a Nuclear Density Test on the aggregate to ensure the sub-contractor has reached 90% compaction density.
The final layer of aggregate is currently being placed by the sub-contractor. The senior engineer and I are responsible for checking the levels of the beam – currently we have 0.5mm deflection throughout. This is done through a series of 3m rebar pins that have been set in concrete on the roof of the tunnel (as well as the automatic monitoring inside the tunnel).

I am still trying to get my head around the expected outcomes and controls that have been applied to this test. It seems to me that the trigger levels have been set too low and the equipment monitoring the deflection in the tunnels are not that accurate (influences such as temperature, traffic flow and pollution can impact the results).
I will add an update when the test is complete and we have the results interrogated.
Oz NDY – CPD Activities

Australian SAS Operator
Introduction
In similar fashion to the comments on Riche’s latest CPD blog, I too have been hunting out more formalised CPD activity opportunities. Although there are some within the design office I wanted to broaden my search and so started looking for opportunities outside of the workplace. Namely seminars, conferences and workshops delivered by professionals in the building services sector and that are affiliated to various engineering institutions.
This blog briefly discusses a seminar I attended hosted by Lighting Options Australia as part of the Society of Building Services Engineers WA Chapter in association with CIBSE.
Lighting Options Presentation
The seminar consisted of the usual finger food and drinks reception, with a studio tour followed by a technical presentation on LEDs in 2016, which culminated in a Q & A session.
The speaker, co-founder and MD of Lighting Options Australia has been involved in lighting throughout his 17 year working career, combining on-the-job experience and knowledge whilst working in partnership with several internationally renowned lighting brands.
Before the presentation kicked-off the speaker demonstrated some of the lighting options used in their showroom gallery. One painting of interest was the Australian SAS Operator, which was painted by an ex-serviceman’s wife. It is said that whichever angle you look at it from, it always looks as though he is aiming directly at you.
The presentation covered three areas:
- LED performance in 2016.
- LED/Luminaire life and lumen maintenance.
- Introduction to Richard Kelly’s ‘Language of Light’.
Presentation Summary
- LED performance in 2016. Four factors were discussed: efficacy, colour tolerance, colour rendering index and failure rate.
- Efficacy. Luminous Efficacy is the measure of how well a light source produces visible light (to the naked eye). It is the lumen value against the energy consumption, measured in Lm/W. Manufacturers usually display this technical data along with the colour temperature, measured in Kelvin (K). For example, 100 Lm/W (3000K) or 130 Lm/W (4000K). The colour temperature describes the impact of colour, which gives either a warm light (<4000K) or a cold light (>4000K).
- Colour Tolerance. This is the colour consistency amongst exact same light sources, for example, an array of lights along an art gallery wall, where a higher colour variance in one source could be very noticeable and detract from the required lighting effect. There is a standard/tolerance for the acceptable degree of variation in colour temperature, ANSI specification C78.377-2008. The tolerances can be identified by applying the MacAdam Ellipses. The size of the ellipses is based on the standard variance called ‘steps’, the more steps the higher the variance and more obvious to the naked eye (see figure 1).
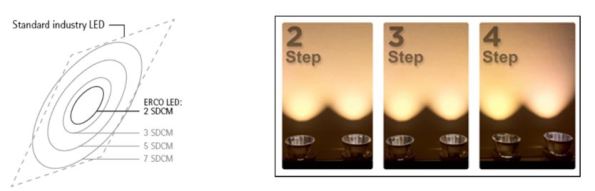
Figure 1. Colour Tolerance measured in MacAdam Steps
With the innovation of LEDs moving lighting technology away from the more traditional incandescent or compact fluorescent light sources, it introduces more variables where the Correlated Colour Temperature (CCT) of LEDs is liable to move further away from the target colour. Typically, incandescent and fluorescent ellipses don’t exceed 7 steps. Therefore, due to the easier identified colour variance, the LED standard states that CCTs must be within 4 steps MacAdam. The following link explains colour tolerance in more detail and is the source of reference.
http://www.lampslighting.co.uk/colour-tolerances/
- Colour Rendering Index. Colour rendering measures the light source’s ability to render colours correctly and is graded from 0-100. The old standard was to use eight colours to act as the controls against a pre-defined light source. This has now been increased to a 99 colour sample (see figure 2). The new sample range is more representative of real-world objects as opposed to the original and is intended to fairly and accurately characterise LED and legacy light sources.
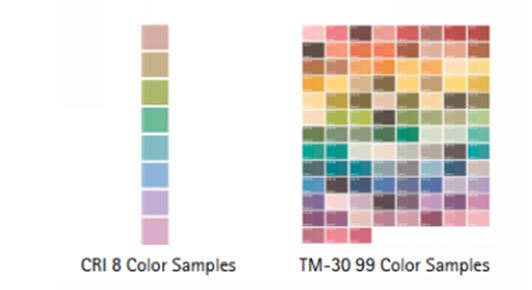
Figure 2. Colour Rendering Index.
Failure Rate. When conducting lighting design and planning off failure rates it is important to understand that traditional, incandescent and fluorescent, light sources are failure rated at 50% over their rated life, which indicate that the lamp has failed to the point of needing replacement. However, the standard failure rate in the LED market is 0.2% for 1,000hrs. That works out as 10% after 50,000hrs (the standard LED manufacturer specification failure rate which is extrapolated from an industry accepted standard of 8,000hrs burn time). The latest in LED technology, as manufactured by ERCO, has decreased this by 100 times to <0.1% for 50,000hrs. By example this means if using 100 x 10 LED chip luminaires in a project then only one single LED out of 1000 might fail after 50,000hrs.
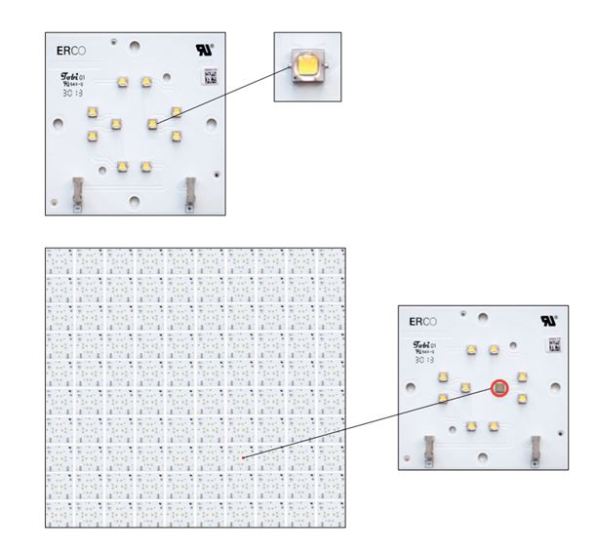
Figure 3. ERCO LED Failure Rate
2. LED/Luminaire life and lumen maintenance.
This part of the presentation discussed the characteristics that determine LED life and maintenance. There are four values:
- L – This is the light output of a LED module which decreases over its lifetime. L70 means the LED module will give 70% of its initial luminous flux. This value is always related to the number of operation testing hours (usually 8,000) and therefore is a statistical value so a batch of LED modules may have a slight variance in their lumen maintenance. A point to note is manufacturers should state the testing hours of their product as some try and mislead their customers by only testing to 4,000hrs. This means there is likely to be a higher percentage of error when extrapolating to the 50,000hrs rated life but they clearly do this as it halves their testing time to approx. 5.5 months thus cheaper to produce and get to market. If a product doesn’t say it’s testing hours it is safe to assume it is 4,000 and not 8,000hrs
- B – This is the degradation value of LED modules which are below the specific L values. So, L70 B10 means 10% of the LED modules are below 70% of the initial luminous flux.
- C – This is the value of fatal LED module failures, indicating the percentage of modules that will actually fail.
- F – This is the combination of B and C values, for example, L70 F10 means 10% of the LED modules may fail or be below 70% of the initial luminous flux. As a rule of thumb the most commonly used values are L and B. The LED market standard specification currently used is L70 B50 (50,000hrs), e.g. after 50,000hrs only 50% of the LEDs used still achieve 70% of their original luminous flux. ERCO uses LEDs with the specification L80 B10 (50,000hrs), e.g. after 50,000hrs at least 90% of the LEDs still active achieve 80% of their original luminous flux. Figure 4 shows the two graphs for comparison.
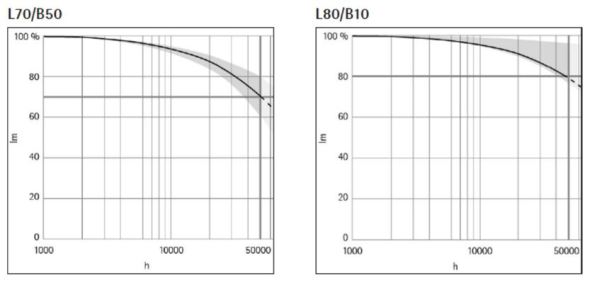
Figure 4. Traditional Vs ERCO LED Specification Maintenance/Failure Rate
Here’s the difference in a real life example:
There are 10 x LED downlights used to achieve an average 500 lx and rated at L70 B50 (50,000hrs).
At 50,000hrs – 500 lx x 0.7 = 350 lx
At 50,000hrs – 350 lx x 0.5 (worst case) = 175 lx
The same 10 x LED downlights are used to achieve an average 500 lx but this time rated at L80 B10 (50,000hrs).
At 50,000hrs – 500 lx x 0.8 = 400 lx
At 50,000hrs – 400 lx x 0.9 (worst case) = 360 lx
So you can see using the L80 B10 specification retains 72% of the original lux level after 50,000hrs versus just 35% if using L70 B50.
3. Introduction to Richard Kelly’s ‘Language of Light’. The final part talked about the American lighting designer, Richard Kelly, who was said to have been one of the pioneers in architectural lighting design. One of his goals was to be able to get both architects and lighting design engineers to speak the same ‘language of light’. To achieve this he came up with a very basic concept that broke light down in to three simple elements:
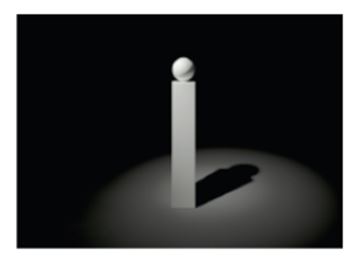
- Ambient – ‘Ambient luminescence’ is the element of light that provides general illumination, ensuring the surrounding space, its objects and any people in it are visible. This form of lighting facilitates general orientation and activity. Ambient luminescence is the foundation for a more comprehensive lighting design and aims to have differentiated lighting that builds upon base layers of ambient light.

Ambient
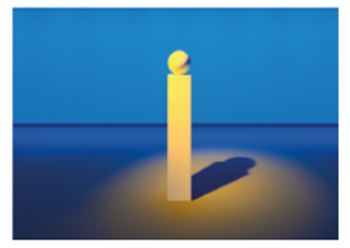
2. Accent – ‘Focal glow’ is the light that helps to convey information and guide movement. Brightly lit areas automatically draw our attention. Directed light accentuates focal points and helps to establish a hierarchy of perception using brightness and contrast, helping to emphasis important areas and accelerate spatial orientation.
Accent
3. Scenic – ‘Play of brilliants’ results from the ability of light to represent information in and of itself. It covers a multitude of lighting effects used for their own sake, for atmospheric or decorative reasons, but having no specific practical function. Examples include, an emotive candle on a table, a fire place, an object of coloured light being used to influence the ‘climate’ of a space.
Scenic
Examples of all three elements combined can be seen in the following photos:
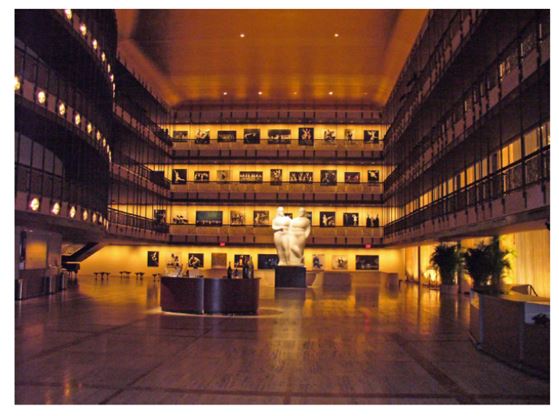
The State Theatre, New York
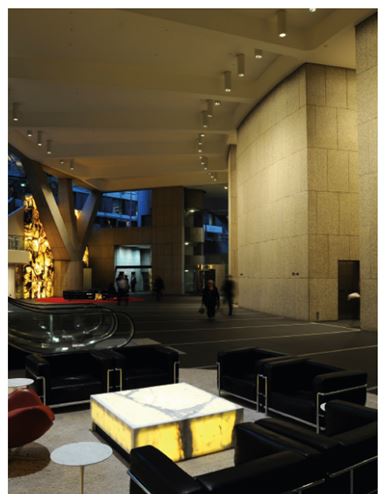
Grovsvenor Place, Sydney
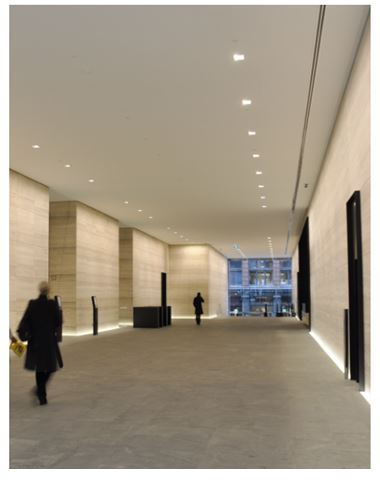
171 Collins Street, Melbourne
Forthcoming Events
Having chatted to the CIBSE Fellow who organised the event I am now in his ‘in-tray’ for any upcoming events which he assured me are roughly one per month covering various building services topics.
Safety in Design
Since arriving at KBR I have been involved in various elements of Safety in Design (SID). I don’t recall the subject being touched on in great detail on Phase 1, but it forms part of the core business of the design team. This blog gives at introduction to the systems used by KBR and some of the key issues I have witnessed so far. The basic steps in the KBR SID process are covered below, how the fit into the design process is illustrated in Fig 1.
Hazard Identification (HAZID) studies are generally conducted at an early stage in the design by senior designer and the client. Identifying key hazards early means that they are revealed before significant costs have been occurred in the design process. It also means that if they are unavoidable further risk reduction measures are actioned during the detailed design.
Construction Hazard Assessment Implication Review (CHAIR) is a tool to assist designers, constructors, clients and other key stakeholders to come together to reduce construction, maintenance and demolition safety risks associated with a design. The design can be considered as a whole or sub systems. Generic guidewords are used to identify hazards associated with three stages of a project; concept, construction (also including demolition) and maintenance and repair.
Hazard and Operability (HAZOP) studies are carried out as the detailed design is beginning to go firm. It is a detailed hazard and operability problem identification process, carried out by a team generally including representation from the client, operators/maintainers, suppliers, designers and installers. The design is broken down into ‘nodes’ related to how the system is designed to operate. Then various guidewords are used to provide out of normal operation scenarios. For each one the risk, cause and consequence are recorded, along with a solution if agreed or an action.
Control Hazard and Operability (CHAZOP) studies are carried out once the control narrative is complete. Similar to the HAZOP the CHAZOP study uses a number of guidewords to study deviations from design intent caused by computer/control issues.
Although this looks like a very linear progression in reality it is very iterative with the feedback from various stages been integrated and reviewed before the next. All of these processes are recorded and form part of a SID report for each project. This then provides a log of how a design developed and why decisions were made. It forms a key piece of evidence should something go wrong with a plant in the future.
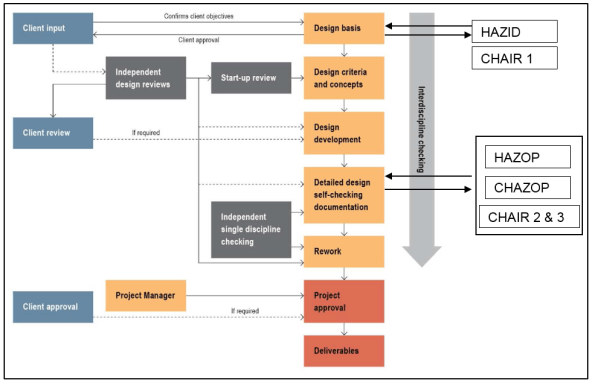
Fig 1 – The Design and SID Process
So far I have facilitated a couple of HAZOP and CHAIR meetings already and taken part into a few more. Some of the issues I have picked up so far include:
- The importance of the leader – the lead of the workshop is a key role. They need to keep the group on track, ensure all key information is recorded and prevent discussion going down various potential rabbit holes.
- Time Management – The key to the meetings is to identify hazards not solve them. Should a point take more than the allotted ten minutes it needs to be reviewed separately.
- Time Allocation – The workshop needs to have sufficient time allowance and should be broken up if possible. Generally the sessions I have been to have lasted all day and the level of interest thus the quality of the output drops throughout the day. Sequencing to allow the high risks elements first can also assist with this, as do sugary snacks.
- Design Quality – The design needs to be of sufficient quality and detail to allow the workshop to take place, otherwise it’s a waste of everyone’s time.
- Preparation – The designs need to be sent out in ample time for everyone to review and submit comments prior to the workshop – otherwise you risk the workshop disintegrating into a design review.
- Attendance – Make sure the correct number of people are present. Too many and the discussions take too long, two few or the wrong attendance and key items could be missed.
- Variations – Often this is the first time the client has looked at the design in detail and from my experience so far they try to use the opportunity to add things to the design. As mentioned previously the purpose of these workshops is to identify potential hazards, not work out who is commercially responsible.
CCB – Ft LEE Training Facility
The ‘museum’ is still behind schedule. 95% submission is due mid – late march, a 3 month delay on the original. A rendering of the building is below, with my portion of responsibility shaded.
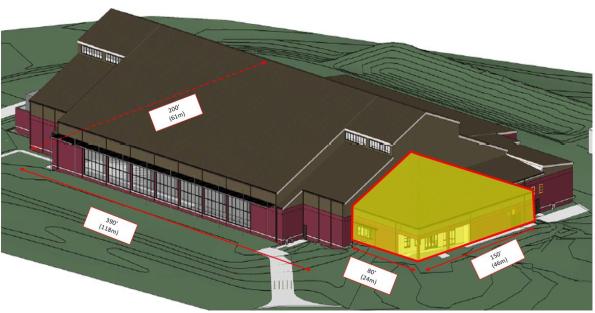
Ft Lee Training Facility
The larger space is largely progressed however the shaded portion, which is structurally separate, had not been looked at, other than producing a column grid and an interior plan. The promoter intends the space to be open plan admin and teaching space. Therefore a rigid frame layout is required instead of braced. This is comprised of lateral and gravity beams and columns, (with the latter being pinned at the ends, hence not transferring moment). I designed the frame keeping the lateral frames symmetrical as much as possible to reduce torsional effects induced by any wind or seismic loading. If there is not enough rigidity in the structure after running the seismic calculations I have enough ‘spare’ gravity columns which I can make into lateral columns to stiffen up the frame and retain some symmetry.

Structural Frame Design
The loading of the structure has been affected by the Protective Design Center (Sic) (PDC) who have said that the cold formed steel truss system proposed for the roof doesn’t meet blast requirements. This is strange because stud walls and metal decks, which also consist of cold formed steel, are adequate systems. To me this means that either they haven’t been able to test the particular roof truss system in question, or there is an issue with the truss connections. The roof system is ‘designed by others’ so options were to either specify a requirement for hot rolled angles to form the roof truss or provide a second roof. The first option would greatly increase the weight of the roof and affect seismic design as well as costs whilst the second (selected) requires joists and decking. That means that the load paths need to be considered and modelled appropriately. Instead of having the ‘high roof’ which will transfer the wind and snow loads into the frame, sitting across the joists it will sit directly onto the main frame. Modelling roof loading across the flat roof decking would incorrectly increase the joist size and would increase the costs unnecessarily. I will therefore model the ‘high roof’ loading as line loads running across the beam lines as shown below.
High Roof Loading Model
I will input the permanent and variable loads for the roof based on the relevant standards (in the same way as we get our values form the ECs) but I will also need to manually calculate and input the snow drift loads. These, along with the seismic loads have not been calculated for my portion of the building so I am grabbing as many design examples, codes and text books as I can, to handrail. The computer will automatically model the wind and seismic loading which I can cross reference with hand calcs.
Environmentally the site as a whole is legally required to maintain similar conditions to the pre-construction water run off conditions, in line with the Energy Independence and Security Act 07 (EISA 07). This ‘low impact development’ (LID) approach is managed by the civils (site development) department who will design in methods to ensure the targets are met. These targets will be set by the initial site assessment which will look at things such as hazmat risks (POL), asbestos water quality and quantity of run off.
The promoter will budget the costs of the designed measures (swales, pervious parking areas, filter strips, and vegetated buffers etc) which are required to maintain the site at or close to its pre-construction state. The estimated costs are entered as a separate line item on the form that is required to request project funds from congress and are based on 2% of the overall ‘supporting facilities’ cost. This policy is intended to ensure that all government projects have adequate funds available to cover any LID requirements. ‘Supporting facilities’ are anything that isn’t the constructed asset itself and includes such things as the electric, gas and sewer service costs, pavements, storm drains, ATFP and any other site improvement / demo costs. For this project the ‘supporting facilities costs are estimated to be $5.5 million, therefore implementing the LID measures has $110,000 budgeted. This will presumably form one of the constraints on the design. To me the figure feels low considering some of the effort that is required to treat water before it is discharged from site in line with EISA 07, however this line item will be added to all the others for the project and a 5% contingency added to it.
Building 8607 Renovation, Ft Meade. The Design Build RFP (aka ITT) sections are produced by the different departments in the Engineering Branch. I helped the costing effort by producing a rough schedule of quantities expected in the ATFP upgrades. I based this on drawings which were used in the upgrade of a similar project which used the alternate path method of hanging floors using tension rods in the event of a column removal.


With the odd exception most values required by the estimating department were in tonnes, so fixtures and fittings (bolts etc) had to be converted from individual units. Other bits of work, for example welding or demolition of walls, was required in linear or square feet. I was a bit stumped by how I should tackle the installation of the lift but was advised that a line saying ‘1 x lift’ was sufficient! Whilst I was happy enough with that it occurred to me that it would probably be a bit of a waste of time for me to do that because there are people who are much better placed to do it. My value came in understanding the structural components of the ATFP system and being able to dig into the weeds of that. The selected ‘preferred’ ATFP method has been based on the fact that it has been done before, and that is what has dictated the government estimate. However, the contractor may well decide to completely re-build the concrete framing and install a tie force method of ATFP while he’s at it. This could potentially mean that the government estimate is a long way off the contractor estimate which, if realised, will introduce a bit of risk into the tender process because it will increase the complexity, hence increase the duration, of the negotiation process. Having said that we had to start somewhere and using precedent seems as good a place as any in this instance.
Access Control Point, Ft Meade – This project is now due to start in July 16.
CPD
One of the competencies I was aware that I was weak on prior to turning up at phase 3 was E4 – CPD. It’s not that I hadn’t done any CPD during phase 2; I’d done a reasonable amount through blogging, conducting Carillion online training packages, weekly informal educational periods with my mentor and reading journals. What I didn’t feel I’d done well enough was attend formal events; simply I found the pace of life during phase 2 too hectic to achieve what I wanted to.
During the three months I have been at phase 3 I have already managed to attend 4 formal CPD events. And have got more pencilled in, which I feel will be more than enough to cover off my requirements for professional review. The next stage will be to make sure they are all formally recorded. Although I am finding phase 3 a lot more stable than phase 2, I’m still finding it difficult to attend evening CPD events. I’ve found trying to strike the balance of doing CPD in the evening, army evening work, family life and social commitments difficult. Time is my critical resource, things slip and often evening CPD events have to drop off the radar. I am lucky that my current employer if fully supportive and arranges for companies to come in and deliver CPD on a regular basis during the day which is helping, however, a resource that I haven’t utilised enough previously and am starting to do more of are webinars. Many of these webinars are accredited to institutions and there produce certificates that making recording them formally even easier. A few that I’ve come across so far are:
Colt – Ventilation, smoke management
BSRIA – various
https://www.bsria.co.uk/information-membership/events/webinars/
British Safety Council – Upcoming event with regards to environmental standards
https://www.britsafe.org/events/2016-webinars
CCB – MPD at the Pentagon
Me and Henry got swept up last week in the Baltimore Military Professional Development visit, part of which was to the Pentagon to see a failed project. This portion only lasted a short while so I don’t know all the the ins and outs, but it was interesting none the less and raised some interesting points.
The project itself is to upgrade a goods and service entry point to the Pentagon, and is one of the final upgrades required for the whole site. It’s a job worth a relatively small figure but is fairly high on the Pentagon list of priorities. It was procured on a traditional contract and awarded to what is called an 8A contractor. That is, it was awarded to a smaller ‘disadvantaged’ company in line with the government social sustainability responsibilities. To qualify as a smaller company doesn’t necessarily mean it’s a ‘pikey’ outfit with a white van for a head office, and the company that won the award employs c. 500 personnel. It must also have a history of successful contracts which it will have submitted as part of its tender. As mentioned the contract was terminated by the government for non performance. It seemed that the contractor felt that it couldn’t complete the awarded contract due to the amount of variations it was presented with when it arrived on site. Apparently some of the SI was incomplete and there were a number of underground utilities which were encountered unexpectedly. This seemed strange given that to a contractor variation typically means additional money? Especially on government contracts where I’ve been told that some of the larger principal contractors have a reputation of tendering for work with the aim of tying the government contracts in knots (driving a bus through) and making small fortunes. One theory I can think of is that in adhering to government requirements there are certain administrative obligations placed on contractors. If the contractor was not used to this, which implies a lack of rigour at the contractor selection board, then perhaps it was not especially well set up to comply. This could potentially mean that payments (or a percentage of them) for work were held back by the government. This would affect the contractor cashflow and may have had the opposite effect to that intended. (ie demotivated the contractor)
The contract duration was around 12 months, however in 12 months all that had been installed was some signage and fencing and 4 manholes with connecting runs. Certainly not the progress I’d expect from a competent contractor this hints at a level of ineptitude or lack of direction. At present the Pentagon is demanding of USACE a resolution, which USACE is currently administering. The bonds will be cashed in and go towards paying the contract sum lost for payment of work to date. This will draw a line under the old contractor’s responsibilities under contract which will probably be novated to another principal contractor. The whys and wherefores are probably more interesting the deeper you dig, however because the case is current the guide was very tight lipped. What struck me was the risk that the government takes on in discharging its social sustainability responsibility, particularly on a project at the Pentagon, and the seemingly missed opportunity by the ‘disadvantaged’ contractor which will now likely never win another government job in its future
If Carlsberg did risk mitigation for piling
Bank Street – If Carlsberg did risk mitigation for piling
I attended a site visit to Bank Street at Canary Wharf this week. Arup are the design engineers and Laing O’Rourke (Expanded Piling) are doing the piling. The activities are mainly piling so far there have been an incredible amount of problems, solutions and wonderings to be discussed. I’ve attempted to highlight some here.

The current site – note central CHS piles for reference later.
CFA piling
Test pile
The plan was to install the tension piles for the main test pile but the rig being used could not extract the auger once it had reached toe level. The issue was found to be that as the top of the auger went below ground level the material on top of it tended to pack it in on top so trying to extract resulted in the mass of soil above the top of the auger being too great to remove. Therefore a longer auger, one that extended the full pile length was needed, and an equivalently long mast. This was realised and a new rig was used with success.
As part of the specification each pile installation was checked for the rate penetration with auger rotation. The aim being to get 10 rotations per metre. This reduces any flighting where soil material is dragged into the pile and therefore reduces the pile diameter. This worked well and the rig can be automatic to achieve this.

Example of getting the flighting penetration rate too slow or too fast.
Instrumentation calibration
This is not something I really picked up on while on site Two Fifty One but is really important, especially with CFA piling as one can’t look inside the casing to check the base.
Pressure gauge – CFA piling relies upon positive pressures when filling the pile as the auger is extracted. The positive pressure implies that the concrete is being distributed all around the bore to construct the pile. The rig on this site read 0.5bar so seemingly all was well. However, something was amiss – When it came to inserting cages they only went a few metres until it was found the pile had collapsed in. The strokes on concrete pump were counted to ensure the correct volume was being distributed into a 2metre cubed box. It wasn’t so a pressure gauge test was done on the rig sensor and it was found to be faulty. The pile was being under fed by about 20%!
After the many weeks of trying to get these piles sorted for the pile test, the rig (new one) and old rig instrumentation was mended. My advice, or what I would do now I know it, would be to ask to see some of this calibration going on if I were on site while piling is going on. Arup put these tests in their specifications to ensure everything is working which seems sensible.
Cased, rotary bored piles
Secant wall

CFA rig with Secant wall behind.
Ground anchors along length of secant wall. Note which piles the anchors are in (female…?)
The secant wall was due to carry both horizontal and vertical loads. It was base grouted which is where the stiffness below the pile is improved, not ultimate bearing resistance, to reduce initial settlement. This is where the pile cures and sometime later the steel tubing inserted inside the cage is pressurised with water which cracks the bottom of the pile. [I have a photo on the way, but for now imagine a steel hose pipe running down to the bottom of the cast pile with a couple of holes in the bottom.] Grout is then pressurised inside the tube and in theory fills any voids around the base. A subsidiary check is to get a pressure to show that the grout is not just heading off somewhere. There should also be some pile uplift to prove base resistance. This was not always achieved which in theory would be a concern. But it was a secant wall so if uplift was achieved, would the piles have actually have been connected? The stratigraphy at the site is such that it is not far from ground to Thanet sands so working loads can’t all be taken in the shaft. Therefore it’s more important to understand about base resistance. One might question the point of doing a test with secant piles, other than with the confidence of reaching a certain pressure.
As a quick tangent, my colleague who worked on Cross rail, where penetration grouting was used, advised on the need to avoid over pressurising the base of piles because of the risk of heave. They only had 7m of soil above the base of the pile, let’s say 140kPa. 1 bar is 100kPa. Apparently you need 4bar to get the grout into the voids. Mmm turns out there was some heave!
Back to the site visit.
Double skin sheet pile wall
This was where the most fun occurred. 2 rows of sheet piles were installed to act as a self-supporting wall on one edge of the site.
![16838273893_3262acd6e2_o[1]](https://pewpetblog.com/wp-content/uploads/2016/02/16838273893_3262acd6e2_o1.jpg?w=595)
Near: Double sheet pile wall. This is filled with material then ties are placed and then the top section was concreted. Rear: Secant wall installed, reinforcement for capping beam can be seen.

Double wall cofferdam from the inside
The sheets were installed by pre-augering. Angela raised this as a question last year I think. Arup advised against it. As that was what the contractor wanted to do, Arup specified some come penetration tests either side of the piles to see what resistances were gained (minimum of 15 N value). A chart was presented down to the Thanet sands showing almost no resistance! The augering inside the piles had removed lots of soil and where it had influenced outside, it had reduced the soil strength to close to zero.
So what? The solution was to fill inside with concrete and grout the outside. Concrete was used to avoid having to go back and certify (if granular material was used it would probably have been difficult to achieve any compaction and may have failed further CPT tests, using concrete avoided that). This took months, was expensive and difficult to do underwater. Any plans to reuse the sheets anywhere below ground level are now out!
Summary
Firstly it was great to be back on site and see some piling elsewhere compared to Two Fifty One. The engineer had clearly been busy resolving problems but it seemed to be that most of the tests, checks and procedures were all sensible and go some way to mitigating what is really a pretty uncertain activity. One assumes all is well with the pile but really we have no idea. There is a balance between equipment, instrumentation and people. They kind of all need to chime together to reduce the risks. I feel that this visit was very useful confirmation of the sort of standards expected when piling in quite a range of issues.
More photos


Vibrating head with circular hollow section to push reinforcement cage to pile cut off level. We used a similar method at Two Fifty One, but without the vibrating head – this methods looks far easier but needs more equipment.
![20151111_DSC_0016_resize[1]](https://pewpetblog.com/wp-content/uploads/2016/02/20151111_dsc_0016_resize1.jpg?w=322&h=429)
The site before dewatering. Left: double sided cofferdam, centre: CHS piles shown above for orientation, right secant wall.



On the way in we saw piling under bentonite. Rig with digging bucket attached removing spoil. Bentonite silos (black), green objects in front are the cleaning chambers to remove granular material residues.
